





В условиях стремительной трансформации российской промышленности в 2026 году, когда импортозамещение перешло из стадии лозунгов в фазу жесткой технологической необходимости, вопрос надежности металлообработки выходит на первый план. Изготовление деталей холодной штамповкой сегодня является не просто способом снижения себестоимости, а критически важным элементом обеспечения обороноспособности, автомобильного сектора и бытовой электроники. Рынок столкнулся с новым вызовом: ужесточением стандартов ГОСТ и введением системы «Честный знак» для широкого спектра изделий, что требует от производителей беспрецедентной прозрачности и качества. В этой статье мы проведем глубокий анализ текущего состояния отрасли, разберем актуальные цены заводов-производителей, сроки выполнения заказов и технологические нюансы, которые определяют выживаемость бизнеса в России в 2026 году.
«Холодная штамповка в 2026 году — это не просто механическое воздействие на металл. Это высокоточная инженерия, где допуски измеряются микронами, а каждый грамм сэкономленного материала влияет на конечную маржинальность продукта в условиях волатильного курса рубля», — отмечают эксперты отраслевой ассоциации «Союз Металлообработчиков».
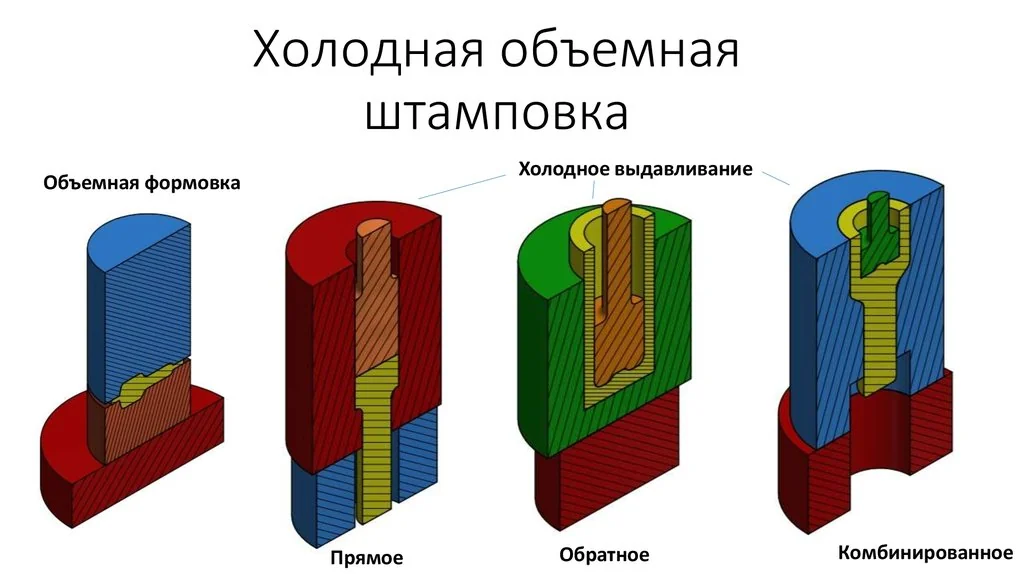
Технологический ландшафт 2026 года: эволюция процессов
Современное изготовление деталей холодной штамповкой претерпело радикальные изменения за последние два года. Если еще в 2024 году многие предприятия полагались на парк станков советского производства или бюджетные китайские аналоги, то к середине 2026 года ситуация кардинально изменилась. Внедрение отечественных систем ЧПУ нового поколения и адаптация европейских технологий под российские реалии позволили выйти на качественно новый уровень точности.
Ключевым трендом стала автоматизация процессов подготовки инструмента. Использование программного моделирования напряженно-деформированного состояния металла перед началом реальной штамповки позволяет исключить до 40% брака на этапе запуска партии. Это особенно актуально для работы с высокопрочными сталями, которые все чаще применяются в автопроме для облегчения конструкции автомобилей без потери прочности кузова.
Ярким примером такого технологического подхода является компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве прецизионных штамповочных пресс-форм, литьевых форм и готовых металлических деталей, предприятие демонстрирует, как интеграция проектирования и производства позволяет достигать высочайших стандартов качества. Продукция компании охватывает широкий спектр отраслей: от компонентов серверного оборудования и корпусов двигателей до деталей медицинского назначения и банкоматов. Благодаря ориентации на точное производство и постоянные инновации, «Сучжоу Чуаншьцзе» предлагает комплексные решения полного цикла — от создания чертежей и обработки пресс-форм до финальной сборки, обеспечивая высокую адаптивность изделий под индивидуальные потребности клиентов в электронной, автомобильной и финансовой сферах.
Основные этапы современного производственного цикла
Процесс изготовления деталей холодной штамповкой на передовых российских заводах в 2026 году включает в себя несколько критических стадий, каждая из которых контролируется цифровыми системами:
- Подготовка сырья: Входной контроль рулонного металла или листового проката с использованием спектрального анализа. Важнейший аспект — проверка пластичности материала при низких температурах, что критично для эксплуатации готовых изделий в северных регионах России.
- Проектирование оснастки: Разработка штампов с учетом усадки материала и износа инструмента. Современные САПР позволяют создавать многопозиционные прогрессивные штампы, обеспечивающие полный цикл обработки за одну проходку.
- Непосредственная формовка: Вырубка, гибка, вытяжка и калибровка. На этом этапе ключевую роль играет скорость работы пресса и точность позиционирования заготовки.
- Контроль качества и маркировка: Обязательная процедура в свете новых требований законодательства РФ. Каждая партия проходит проверку на соответствие чертежам, а изделия подлежат маркировке в системе «Честный знак» (для определенных категорий товаров).
| Параметр процесса | Стандарт 2024 года | Стандарт 2026 года (Актуально) | Влияние на качество |
|---|---|---|---|
| Точность позиционирования | ±0.05 мм | ±0.01 мм | Снижение брака при сборке узлов на 35% |
| Скорость хода пресса | до 80 ходов/мин | до 150 ходов/мин | Увеличение производительности линии в 1.8 раза |
| Контроль усилия | Датчики давления (косвенный) | Тензодатчики прямого действия | Мгновенное выявление перегрузки инструмента |
| Адаптация к климату | Стандартные смазки | Низкотемпературные составы | Работоспособность деталей до -60°C |
Экономическая целесообразность и ценообразование
Вопрос стоимости остается одним из самых острых для заказчиков. Изготовление деталей холодной штамповкой демонстрирует высокую экономическую эффективность только при больших сериях. Однако в 2026 году наблюдается интересный парадокс: благодаря модульности оснастки и быстрому переналадке, рентабельным становится производство партий от 500 штук, тогда как ранее порог входа составлял 5000–10000 единиц.
Ценообразование в текущем году формируется под влиянием нескольких факторов, среди которых стоимость металла занимает около 45%, но не является определяющей. Основную долю добавленной стоимости составляют энергозатраты, амортизация высокотехнологичного оборудования и, что немаловажно, затраты на сертификацию и соблюдение экологических норм.
Структура затрат в 2026 году
Анализ предложений ведущих заводов Центрального и Уральского федеральных округов показывает следующую структуру себестоимости:
- Материал (сталь, алюминий, медь): 40–50%. Цены на металл стабилизировались после шока 2025 года, но остаются чувствительными к логистическим плечам внутри страны.
- Энергоресурсы: 15–20%. Рост тарифов на электроэнергию для промышленных потребителей стимулирует внедрение энергосберегающих приводов на прессах.
- Оснастка и инструмент: 15%. Увеличение срока службы штампов за счет использования порошковых сталей и новых покрытий (TiAlN, DLC) позволяет распределить эти затраты на больший объем продукции.
- Труд и автоматизация: 10–15%. Дефицит квалифицированных операторов компенсируется ростом уровня автоматизации, что снижает зависимость от человеческого фактора.
- Логистика и упаковка: 5–10%. В условиях огромных расстояний России этот фактор становится критическим для конечной цены в регионах Дальнего Востока и Сибири.
Средняя рыночная цена на изготовление деталей холодной штамповкой для типовых крепежных элементов (шайбы, гайки, кронштейны) в 2026 году варьируется от 2.5 до 15 рублей за единицу в зависимости от тиража и сложности. Для более сложных корпусных деталей электроники или автомобильных компонентов цена может достигать 150–300 рублей. Важно отметить, что заводы, работающие по полному циклу (от проектирования до упаковки), предлагают более конкурентные условия за счет исключения посредников.
«Заказчик часто смотрит только на цену штуки, забывая о стоимости владения оснасткой. В 2026 году правильнее считать совокупную стоимость партии, включая амортизацию штампа и процент брака. Наши расчеты показывают, что дешевая оснастка увеличивает итоговые расходы на 20% из-за частых остановок линии», — комментирует главный технолог одного из лидеров рынка Татарстана.
Нормативное регулирование и стандарты качества
2026 год стал переломным для технической регламентации отрасли. Российская Федерация завершила переход на обновленный пакет стандартов ГОСТ, гармонизированных с требованиями Евразийского экономического союза (ЕАЭС). Для предприятий, осуществляющих изготовление деталей холодной штамповкой, это означает необходимость строгого соответствия новым параметрам механических свойств и химического состава.
Особое внимание уделяется безопасности продукции. Обновленные технические регламенты Таможенного союза ТР ТС 004/2011 (о безопасности низковольтного оборудования) и ТР ТС 020/2011 (электромагнитная совместимость) напрямую затрагивают производителей металлических корпусов и компонентов для электроники. Несоответствие новым нормам по экранированию или заземлению может привести к невозможности продажи товара на маркетплейсах Ozon и Wildberries, которые внедрили жесткий автоматический контроль сертификатов.
Ключевые изменения в ГОСТ 2026
Новые стандарты вводят ряд требований, которые ранее носили рекомендательный характер:
- Ужесточение допусков на геометрию: Для ответственных деталей автомобилестроения допуски сокращены на 15–20%. Это требует применения более точного измерительного оборудования на выходе.
- Контроль микроструктуры: Введены обязательные требования к отсутствию обезуглероженного слоя на поверхности штампованных деталей, что напрямую влияет на их усталостную прочность.
- Экологические нормы: Ограничение содержания тяжелых металлов в смазочно-охлаждающих технологиях (СОТ) и требования к утилизации отходов металлорежущего производства.
- Цифровой след: Обязательное внесение данных о партии в единую систему прослеживаемости. Это касается не только конечного продукта, но и исходного сырья.
Предприятия, игнорирующие эти изменения, рискуют потерять доступ к государственным закупкам и крупным контрактам с автоконцернами. Сертификация по новым правилам стала обязательным условием для участия в тендерах. Процесс получения сертификата соответствия теперь занимает от 14 до 30 дней и требует предоставления образцов для испытаний в аккредитованных лабораториях на территории РФ.
Специфика работы в условиях российского климата
Россия — страна с экстремальными климатическими условиями, и это накладывает особый отпечаток на требования к металлопродукции. Изготовление деталей холодной штамповкой должно учитывать так называемый «хладноломкий» порог стали. Деталь, идеально работающая в цеху при +20°C, может разрушиться при ударе в условиях якутской зимы при -50°C.
Производители вынуждены адаптировать технологические процессы. Используется специальный режим отжига после штамповки для снятия внутренних напряжений, которые являются очагами зарождения трещин при низких температурах. Также меняются марки используемых сталей: вместо стандартного Ст3 все чаще применяется сталь 09Г2С и ее аналоги, обладающие повышенной ударной вязкостью при отрицательных температурах.

Тестирование на морозостойкость
Ведущие заводы внедрили процедуру обязательного климатического тестирования для партий, предназначенных для поставки в северные регионы. Процесс включает:
- Выдержку образцов в климатической камере при температуре до -60°C в течение 4 часов.
- Проведение ударных испытаний на маятниковом копре непосредственно после извлечения из камеры.
- Микроскопический анализ излома для определения характера разрушения (вязкий или хрупкий).
Результаты этих тестов фиксируются в паспорте качества и являются основанием для выдачи сертификата «Северное исполнение». Для заказчика это гарантия того, что купленные кронштейны, крепеж или элементы конструкций не станут причиной аварии в экстремальных условиях.
| Регион эксплуатации | Минимальная температура (°C) | Рекомендуемая марка стали | Требуемая ударная вязкость (Дж/см²) |
|---|---|---|---|
| Центральная Россия | -30 | Ст3сп, 08пс | ≥ 20 |
| Сибирь (Новосибирск, Красноярск) | -45 | 09Г2С, 10Г2ФБ | ≥ 30 |
| Крайний Север (Якутия, Чукотка) | -60 и ниже | 06Г2НД, 10Г2ФЮ | ≥ 40 |
| Арктическая зона | -70 | Специальные низкотемпературные сплавы | ≥ 50 |
Логистика и взаимодействие с заводами
География России диктует свои правила логистики. При заказе такой услуги, как изготовление деталей холодной штамповкой, важно учитывать не только производственные мощности завода, но и его расположение относительно транспортных узлов. Доставка тяжелой металлической продукции автотранспортом на расстояния свыше 1500 км становится экономически нецелесообразной, уступая место железнодорожным перевозкам.
В 2026 году наблюдается тенденция к локализации производства. Крупные холдинги открывают филиалы или партнерские цеха вблизи крупных агломераций (Екатеринбург, Казань, Ростов-на-Дону, Владивосток), чтобы сократить логистическое плечо. Это позволяет снизить срок поставки с 45 до 14 дней и уменьшить риски повреждения груза в пути.
Алгоритм выбора подрядчика
Для минимизации рисков при выборе исполнителя рекомендуется придерживаться следующего алгоритма:
- Аудит производственных возможностей: Запросите информацию о парке прессов (тоннажность, наличие ЧПУ) и собственном инструментальном производстве. Завод, покупающий штампы на стороне, менее гибок в сроках.
- Проверка сертификатов: Убедитесь в наличии действующих сертификатов ИСО 9001 и разрешений на работу с конкретными группами материалов. Проверьте статус в реестре Росаккредитации.
- Тестовая партия: Никогда не размещайте большой заказ без предварительного изготовления опытной партии (30–50 штук). Это позволит оценить реальное качество и соответствие чертежам.
- Прозрачность документооборота: Уточните возможность интеграции с вашей системой учета (ERP) для автоматического обмена спецификациями и статусами готовности.
Сроки изготовления в 2026 году в среднем составляют: 10–15 дней на проектирование и изготовление оснастки, 5–7 дней на выпуск первой партии и 3–5 дней на каждую последующую партию объемом до 10 000 штук. Эти цифры могут варьироваться в зависимости от загрузки завода и сложности детали.
Перспективы развития и инновации
Отрасль холодной штамповки стоит на пороге новых открытий. Внедрение аддитивных технологий для быстрого прототипирования штампов, использование искусственного интеллекта для прогнозирования износа инструмента и развитие роботизированных ячеек для съема готовых деталей — вот векторы развития на ближайшие годы.
Особый интерес представляет направление гибридной обработки, сочетающей холодную штамповку с лазерной резкой и сваркой в едином технологическом потоке. Это позволяет создавать сложные пространственные конструкции, которые ранее требовали сборки из множества отдельных элементов, повышая тем самым надежность и снижая трудоемкость.
Российский рынок, освобожденный от давления западных брендов, стал полигоном для отечественных разработок. Компании, инвестирующие в НИОКР сегодня, завтра получат существенное конкурентное преимущество. Изготовление деталей холодной штамповкой превращается из ремесла в высокотехнологичный сектор экономики, где побеждает тот, кто предлагает не просто металл, а инженерное решение под ключ.
Часто задаваемые вопросы (FAQ)
Какой минимальный тираж выгоден для заказа холодной штамповки в 2026 году?
Благодаря современным технологиям быстрого переналадки и модульной оснастке, экономически оправданным считается тираж от 500 штук для простых деталей и от 1000 штук для сложных многопереходных изделий. Для мелких партий (до 100 шт.) целесообразнее использовать лазерную резку с гибкой, так как стоимость изготовления штампа может превысить стоимость всей партии.
Как долго изготавливается пресс-форма (штамп) и каков ее ресурс?
Срок изготовления штампа в среднем составляет 10–20 рабочих дней в зависимости от сложности. Ресурс современной штамповой оснастки, выполненной из легированных инструментальных сталей с упрочняющим покрытием, составляет от 500 000 до 2 000 000 циклов. После выработки ресурса возможна реставрация или замена рабочих элементов без изготовления всего штампа заново.
Работают ли заводы с давальческим сырьем?
Да, большинство российских заводов принимают давальческое сырье. Однако в 2026 году многие производители рекомендуют использовать их материал, так как это дает гарантию на химический состав и механические свойства, а также позволяет оптимизировать раскрой листа для снижения отходов (коэффициент использования материала до 85–90%). При работе с давальческим сырьем ответственность за качество заготовки несет заказчик.
Нужно ли отдельно оплачивать сертификацию продукции?
Да, получение сертификата соответствия ГОСТ или декларации о соответствии ТР ТС является отдельной услугой и оплачивается заказчиком. Стоимость зависит от схемы сертификации, количества типоразмеров и необходимости проведения дополнительных испытаний (например, климатических). Завод может взять на себя организацию процесса, но расходы ложатся на заказчика.
Заключение
Рынок холодной штамповки в России в 2026 году демонстрирует высокую динамику роста и технологическую зрелость. Изготовление деталей холодной штамповкой стало доступным, качественным и предсказуемым процессом, способным удовлетворить потребности самых требовательных отраслей промышленности. Правильный выбор партнера, учет климатических особенностей и соблюдение новых нормативных требований — залог успешной реализации любого проекта, связанного с металлообработкой. Инвестиции в качественные штампованные компоненты окупаются надежностью конечного продукта и лояльностью потребителей, которые все чаще обращают внимание на происхождение и характеристики приобретаемых товаров.
Источники информации и нормативные документы:
- • Федеральный закон «О техническом регулировании в Российской Федерации» (актуальная редакция 2026 г.) [Ссылка на официальный портал]
- • ГОСТ 1497-2026 «Металлы. Методы испытаний на растяжение» [Ссылка на стандарт]
- • Технический регламент Таможенного союза ТР ТС 004/2011 «О безопасности низковольтного оборудования» [Ссылка на реестр]
- • Аналитический отчет Ассоциации «Глобальная Энергия» о состоянии металлообрабатывающей отрасли РФ за 1 квартал 2026 года [Ссылка на отчет]
- • Данные системы мониторинга цен на металлопрокат «MetalInfo» (апрель 2026) [Ссылка на данные]





