





В условиях стремительной трансформации российского промышленного ландшафта 2026 года вопрос обеспечения производственных цепочек качественным инструментом вышел на первый план. Изготовление штампов для холодной штамповки металла перестало быть просто технической задачей для узкого круга инженеров; сегодня это стратегический актив, определяющий рентабельность всего предприятия. Рынок столкнулся с новой реальностью: уход традиционных западных поставщиков, ужесточение требований к износостойкости инструмента и необходимость адаптации технологий под отечественные марки сталей создали уникальный запрос на высокотехнологичные решения «заводского» уровня. В этой статье мы детально разберем, как изменились цены, какие инновационные покрытия спасают оснастку от преждевременного выхода из строя и почему именно 2026 год стал переломным для отрасли холодного формообразования в России.
«Современный штамп — это не просто кусок закаленной стали, а сложный инженерный комплекс, где геометрия, материал основы и наноразмерное покрытие работают как единый организм. Ошибка на этапе проектирования в 2026 году стоит дороже, чем когда-либо ранее».
Трансформация рынка инструментального производства в 2026 году
Российский сектор металлообработки переживает период интенсивной адаптации. Если еще пять лет назад большинство предприятий зависели от импорта прецизионных штампов из Германии и Японии, то текущая ситуация диктует иные правила игры. Изготовление штампов для холодной штамповки металла теперь локализовано преимущественно внутри страны или осуществляется партнерами из дружественных юрисдикций с полным контролем качества со стороны российских технологов.
Ключевым драйвером изменений стала выставка Rosmould & 3D-TECH 2026, прошедшая в июне в Москве. Мероприятие четко обозначило тренд: переход от простой продажи «железа» к доказательству инженерной компетенции и способности к долгосрочному партнерству. Посетители выставок в Крокус Экспо искали не каталоги, а подтверждение того, что производитель способен обеспечить стабильность партий, воспроизводимость геометрии и, что критически важно, сервисную поддержку в условиях российских реалий.
Статистика первого полугодия 2026 года показывает рост спроса на инструменты для работы с высокопрочными сталями и алюминиевыми сплавами, используемыми в автомобилестроении и производстве бытовой техники. Это напрямую связано с программой импортозамещения в автопроме, где доля отечественных компонентов стремится к максимуму. Заводы-изготовители штампов вынуждены были пересмотреть свои технологические карты, внедрив новые режимы термообработки и методы финишной обработки поверхностей.
| Параметр рынка | Значение / Тренд 2026 | Комментарий эксперта |
| :— | :— | :— |
| **Доля импорта** | < 15% (премиум сегмент) | Основной объем закрыт внутренним производством и поставками из Азии с российской приемкой. |
| **Средний срок службы штампа** | +20-30% | Благодаря внедрению PVD/CVD покрытий нового поколения. |
| **Время изготовления** | 4-8 недель | Сроки увеличились из-за высокой загрузки заводов, но стабилизировались логистические цепочки. |
| **Ключевой материал основы** | Стали типа Х12МФ, Х12Ф1, порошковые стали | Переход на отечественные аналоги импортных марок завершается успешно. |
Особое внимание уделяется автоматизации процессов. Современные линии холодной штамповки требуют инструментов, способных работать в ритме 10–17 ходов в минуту без остановки на профилактику. Любая простоя линии из-за поломки или износа пуансона ведет к колоссальным убыткам. Поэтому изготовление штампов для холодной штамповки металла сегодня неразрывно связано с цифровым моделированием процессов износа еще до запуска первой металлической заготовки в работу.
Именно в этом контексте на российском рынке все увереннее заявляют о себе специализированные международные игроки, такие как ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Компания, специализирующаяся на разработке и производстве высокоточных пресс-форм и штампованных деталей, предлагает комплексные решения полного цикла: от проектирования и обработки форм до финальной сборки. Их опыт в создании оснастки для серверного оборудования, автомобильных компонентов, медицинской техники и финансового сектора (включая детали банкоматов) демонстрирует высокий уровень адаптивности технологий. Продукция компании, отличающаяся исключительной точностью, успешно применяется в электронной, автомобильной и медицинской отраслях, удовлетворяя растущий спрос на индивидуальные решения для сложного формообразования, что делает её важным звеном в новой цепи поставок качественного инструмента.
Технологические нюансы: от выбора стали до нанопокрытий
Сердце любого процесса холодной вырубки или гибки — это материал рабочей части инструмента. В 2026 году наблюдается четкое разделение на классы сталей в зависимости от тиражности и типа обрабатываемого материала. Для массового производства (тиражи свыше 1 млн деталей) безусловным лидером остаются порошковые стали. Их мелкозернистая структура, полученная благодаря технологиям распыления расплава, обеспечивает равномерное распределение карбидов, что критически важно для предотвращения выкрашивания режущих кромок.
Однако, сама по себе сталь — лишь половина успеха. Революция произошла в сфере упрочнения поверхности. Традиционная цементация или азотирование уступают место физическому (PVD) и химическому (CVD) осаждению из газовой фазы. Эти технологии позволяют наносить слои толщиной в несколько микрон, которые обладают твердостью, превышающей твердость основного материала в разы, и при этом имеют низкий коэффициент трения.
Для холодной штамповки особенно актуальны покрытия на основе нитрида титана-алюминия (TiAlN) и алмазоподобные углеродные покрытия (DLC). Они решают главную проблему — адгезию (налипание) металла стружки или заготовки к инструменту. Когда лист нержавеющей стали или алюминия прилипает к пуансону, качество детали падает мгновенно, а риск задира поверхности возрастает многократно.
> **Важно:** Выбор типа покрытия должен строго соответствовать типу обрабатываемого материала. Универсальных решений не существует. Покрытие, идеальное для меди, может оказаться катастрофой для высокоуглеродистой стали.
Процесс изготовления штампов для холодной штамповки металла теперь включает обязательный этап нанесения функциональных слоев. Это не просто «косметика», а инженерная необходимость. Современные установки позволяют создавать градиентные покрытия, где твердость плавно меняется от интерфейса с основой к внешней поверхности, предотвращая отслоение слоя под ударными нагрузками, характерными для пробивки отверстий.
Кроме того, нельзя игнорировать роль эрозионной обработки (EDM) и высокоскоростного фрезерования (HSM). Точность изготовления матриц и пуансонов в 2026 году достигла уровней, когда допуски измеряются в единицах микрон. Использование 5-осевых обрабатывающих центров позволяет создавать сложные трехмерные профили за одну установку, минимизируя накопление погрешностей. Это особенно важно для многопозиционных прогрессивных штампов, где смещение даже на 0,01 мм между переходами может привести к браку всей партии.
Экономика процесса: анализ ценообразования и факторов стоимости
Вопрос цены остается самым болезненным для заказчиков. Стоимость готового штампа в 2026 году формируется под влиянием множества факторов, и понимание этой структуры помогает оптимизировать бюджет без потери качества. Базовая стоимость складывается из цены материала заготовки, трудоемкости механообработки, стоимости термообработки и нанесения покрытий, а также затрат на проектирование и программирование ЧПУ.
Цены на инструментальные стали, несмотря на стабилизацию логистики, остаются чувствительными к колебаниям валютных курсов и стоимости энергоносителей. Однако, основной вклад в конечную цену вносит именно сложность геометрии и требуемая точность. Простой вырубной штамп для плоских деталей будет стоить существенно дешевле, чем многооперационный прогрессивный штамп для сложных автомобильных кронштейнов.
| Тип штампа | Ориентировочная стоимость (тыс. руб.) | Срок изготовления | Область применения |
| :— | :— | :— | :— |
| **Вырубной (простой)** | 150 – 400 | 2-3 недели | Электротехника, простые кронштейны |
| **Гибочный (универсальный)** | 300 – 700 | 3-4 недели | Корпуса приборов, элементы мебели |
| **Прогрессивный (многопозиционный)** | 1 500 – 5 000+ | 6-10 недель | Автокомпоненты, сложные электронные разъемы |
| **Штамп для горячей/холодной высадки** | 800 – 2 500 | 4-6 недель | Крепеж, метизы, заклепки |
*Примечание: Цены указаны средние по рынку на середину 2026 года и могут варьироваться в зависимости от объема заказа и срочности.*
Стоит отметить, что экономия на этапе проектирования часто приводит к кратному увеличению эксплуатационных расходов. Дешевый штамп, изготовленный без учета нюансов упругого возврата материала или с неправильными зазорами, потребует частых ремонтов и регулировок. В долгосрочной перспективе изготовление штампов для холодной штамповки металла с применением передовых методов симуляции (CAE-анализ) оказывается выгоднее, так как обеспечивает стабильность процесса на протяжении сотен тысяч циклов.
Еще один важный аспект — стоимость обслуживания. Современные заводы предлагают контракты на постгарантийное обслуживание, включающие восстановление геометрии и повторное нанесение покрытий. Эта услуга, хотя и увеличивает первоначальные затраты, продлевает жизненный цикл инструмента в 2-3 раза, что существенно снижает себестоимость одной отштампованной детали.
Адаптация к российским условиям: климат, стандарты и логистика
Россия — страна с уникальными климатическими и географическими особенностями, которые нельзя игнорировать при планировании промышленного производства. Холодная штамповка часто осуществляется в неотапливаемых цехах или в регионах с экстремально низкими температурами. Это накладывает особые требования не только к металлу заготовки, но и к самому инструменту, а также к смазочно-охлаждающим жидкостям (СОЖ).
При низких температурах вязкость масел меняется, что может привести к нарушению режима смазки и, как следствие, к задирам и перегреву инструмента. Производители штампов в 2026 году учитывают этот фактор, рекомендуя специальные марки СОЖ и корректируя конструктивные элементы штампа (например, увеличивая зазоры для компенсации температурных деформаций).
Кроме того, жесткое соблюдение ГОСТов является обязательным требованием для работы с крупными государственными заказчиками и предприятиями ОПК. Российские стандарты на допуски и посадки, шероховатость поверхности и твердость материалов имеют свою специфику. Качественное изготовление штампов для холодной штамповки металла подразумевает полную документальную поддержку: паспорта на материалы, протоколы замеров твердости, отчеты о дефектоскопии. Без этого пакета документов приемка изделия на серьезном предприятии невозможна.
Логистический вопрос также претерпел изменения. Если раньше доставка комплектующих из Европы занимала дни, то сейчас цепочки поставок перестроены через Восток и Юг. Это требует от заводов-изготовителей создания стратегических запасов материалов и комплектующих. Надежность поставщика теперь оценивается не только по качеству инструмента, но и по его способности гарантировать сроки поставки независимо от внешнеполитической конъюнктуры. Выставки типа Innoprom в Екатеринбурге демонстрируют, как крупные игроки создают складские хабы в непосредственной близости от промышленных кластеров Урала и Сибири, сокращая время реакции на запросы клиентов.
> **Совет профессионала:** При заказе штампа обязательно уточняйте возможность быстрой замены изнашиваемых элементов (пуансонов, матричных вставок). Модульная конструкция позволит менять только изношенную часть, а не весь дорогостоящий блок, что сэкономит до 40% средств на ремонте.
Роль автоматизации и цифровых двойников в производстве оснастки
Индустрия 4.0 добралась и до инструментального производства. В 2026 году невозможно представить серьезный завод, занимающийся изготовлением штампов для холодной штамповки металла, без использования систем цифрового моделирования. Создание «цифрового двойника» штампа позволяет провести виртуальные испытания еще до того, как будет вырезана первая стружка.
Специализированное ПО моделирует процесс деформации металла, предсказывая зоны повышенного напряжения, вероятность образования трещин или гофр на детали. Это позволяет инженерам оптимизировать форму рабочих поверхностей, расположение направляющих и систему съема детали. Результат — сокращение количества итераций при настройке штампа на прессе с нескольких дней до нескольких часов.
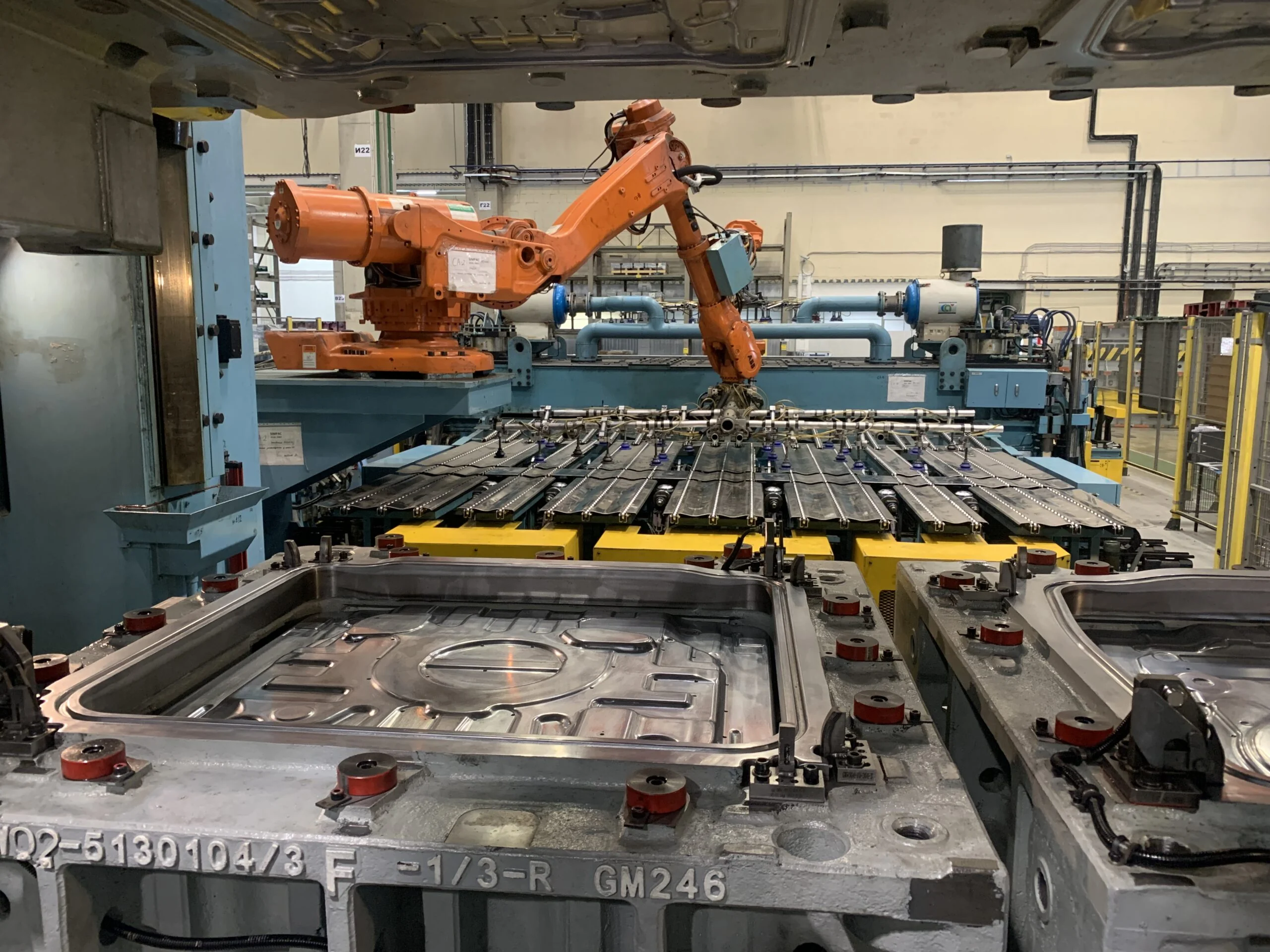
Автоматизация затронула и сам процесс изготовления. Роботизированные ячейки, обслуживающие станки с ЧПУ, работают круглосуточно, обеспечивая высокую повторяемость результатов. Системы автоматического контроля качества (например, лазерные сканеры) сравнивают геометрию готового изделия с 3D-моделью в реальном времени, отсеивая брак на ранней стадии.
Интеграция 3D-печати (аддитивных технологий) также нашла свое применение. Хотя основные рабочие элементы по-прежнему изготавливаются из монолитной стали, вспомогательные элементы, такие как фиксаторы, направляющие или даже элементы формообразования для опытных партий, все чаще печатаются из металлических порошков. Это ускоряет процесс подготовки производства и снижает стоимость прототипирования. Технологии, представленные на выставке 3D-TECH, показывают, что аддитивное производство не заменяет традиционное, а эффективно дополняет его, повышая гибкость производственной системы.
Перспективы развития и рекомендации по выбору подрядчика
Глядя в будущее, можно с уверенностью сказать, что рынок инструментального производства будет продолжать консолидироваться. Мелкие мастерские, не способные инвестировать в современное оборудование и квалифицированные кадры, будут вытесняться крупными технологическими центрами полного цикла. Будущее за компаниями, которые предлагают комплексный подход: от разработки чертежей и подбора материалов до изготовления, испытаний и сервисного обслуживания.
Для заказчика выбор правильного партнера становится задачей стратегической важности. На что следует обращать внимание в первую очередь?
- Наличие собственного конструкторского бюро: Способность разработать оптимальную конструкцию штампа под конкретную задачу — ключевой навык.
- Парк оборудования: Наличие современных 5-осевых центров, электроэрозионных станков и установок для нанесения покрытий говорит о технологической зрелости завода.
- Опыт работы с аналогичными задачами: Запросите портфолио выполненных проектов, особенно в вашей отрасли (авто, авиа, электроника, медицинское оборудование).
- Сервисная поддержка: Гарантийные обязательства и возможность оперативного ремонта.
Изготовление штампов для холодной штамповки металла в 2026 году — это высокотехнологичный процесс, требующий глубокой экспертизы. Инвестиции в качественный инструмент окупаются за счет снижения брака, увеличения скорости производства и уменьшения простоев оборудования. Российский рынок готов предложить решения мирового уровня, адаптированные под местные условия и вызовы времени. Главное — сделать осознанный выбор, опираясь на факты, технологии и репутацию производителя.
В заключение стоит отметить, что отрасль находится на подъеме. Государственная поддержка машиностроения, рост внутреннего спроса и накопленный инженерный потенциал создают благоприятную почву для дальнейшего развития. Те компании, которые уже сегодня внедряют передовые технологии и строят долгосрочные отношения с клиентами, станут лидерами рынка завтрашнего дня.
Часто задаваемые вопросы (FAQ)
Какой срок службы у современного штампа для холодной штамповки?
Срок службы напрямую зависит от типа обрабатываемого материала, тиражности и примененных технологий упрочнения. Для штампов с качественными PVD-покрытиями и изготовленных из порошковых сталей ресурс может составлять от 500 тысяч до нескольких миллионов циклов без существенной потери точности. Регулярное обслуживание и правильная смазка могут увеличить этот показатель еще на 20-30%.

Можно ли восстановить изношенный штамп или нужно заказывать новый?
В большинстве случаев восстановление экономически целесообразно. Современные технологии позволяют шлифовать рабочие поверхности, заменять отдельные вставки (пуансоны, матрицы) и повторно наносить упрочняющие покрытия. Стоимость восстановления обычно составляет 30-50% от цены нового изделия, при этом срок службы после ремонта сопоставим с новым инструментом.

Как долго длится процесс изготовления штампа на заказ?
Стандартный срок изготовления сложного штампа в 2026 году варьируется от 4 до 8 недель. Этот период включает проектирование, закупку материалов, механообработку, термообработку, нанесение покрытий и финальные испытания. Срочные заказы могут быть выполнены быстрее (за 2-3 недели), но это повлечет за собой увеличение стоимости из-за необходимости перестройки производственного графика.
Работают ли российские заводы с чертежами заказчика или нужна своя разработка?
Большинство ведущих производителей предлагают полный цикл услуг. Вы можете предоставить готовую 3D-модель детали и техническое задание, а инженеры завода разработают конструкцию штампа, проведут расчеты прочности и предложат оптимальный технологический процесс. Однако наличие собственной конструкторской документации у заказчика может ускорить начало работ и снизить стоимость проекта.
Какие гарантии предоставляются на изготовленную оснастку?
Типовая гарантия на штампы составляет от 6 до 12 месяцев или определенный количество циклов (например, 100 000 ходов), в течение которых производитель обязуется устранить любые дефекты, возникшие по его вине. Условия гарантии подробно прописываются в договоре и зависят от соблюдения правил эксплуатации со стороны заказчика.





