





В условиях нестабильности глобальных цепочек поставок и ужесточения требований к импортозамещению, вопрос локализации производства инструментальной оснастки в 2026 году перешел из разряда стратегических планов в категорию острой операционной необходимости. Для российских машиностроительных предприятий, работающих в секторе автопрома, авиастроения и бытовой техники, изготовление штампов холодной штамповки стало критическим узлом, определяющим не только себестоимость конечной продукции, но и саму возможность выполнения государственных оборонных заказов и крупных промышленных контрактов. Рынок претерпел тектонические сдвиги: если еще три года назад до 80% прецизионного инструмента закупалось в Германии, Японии или Китае, то сегодня ситуация кардинально изменилась. Отечественные заводы-производители, форсировавшие модернизацию парка станков с ЧПУ и внедрение аддитивных технологий, готовы предложить решения, которые по точности и ресурсостойкости не уступают лучшим мировым аналогам, при этом обеспечивая полную юридическую и логистическую прозрачность сделки в рублях.
«Холодная штамповка в 2026 году — это не просто механическое формообразование металла, это высокотехнологичный процесс, где каждый микрон профиля матрицы влияет на усталостную прочность детали. Ошибки в проектировании оснастки теперь недопустимы, так как цена простоя конвейера исчисляется миллионами рублей в час».
Данная статья представляет собой глубокий аналитический обзор текущего состояния рынка инструментального производства в РФ. Мы разберем актуальные ценовые диапазоны, технологические нюансы работы с новыми марками сталей, появившимися в свободном доступе после переориентации металлургических гигантов, а также реальные сроки изготовления сложных многопереходных штампов. Особое внимание будет уделено практическим аспектам взаимодействия с заводами-изготовителями: от проверки чертежей до приемки готового изделия по ГОСТ Р.
Технологический ландшафт 2026 года: эволюция методов производства
Современное изготовление штампов холодной штамповки претерпело фундаментальные изменения за последние два года. Традиционные методы, основанные исключительно на электроэрозионной обработке (EDM) и фрезеровании на твердосплавных фрезах, уступили место гибридным технологиям. Ведущие российские инструментальные заводы внедрили комбинированные производственные линии, где черновая обработка выполняется на скоростных обрабатывающих центрах, чистовая — на прецизионных проволоковырезных станках последнего поколения, а создание конформных каналов охлаждения или ремонт сложных поверхностей осуществляется с помощью лазерной наплавки и 3D-печати металлом.
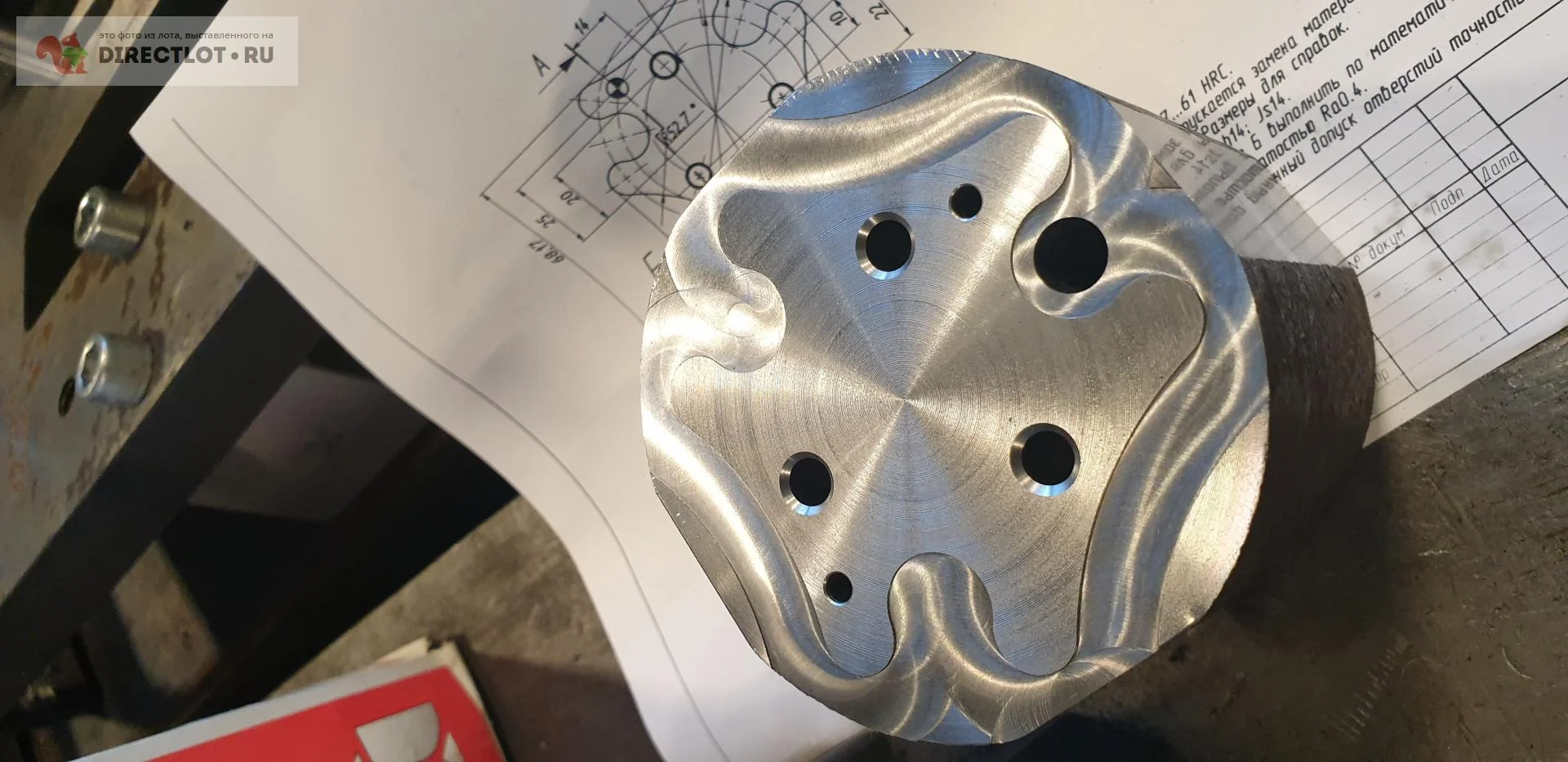
Одним из ключевых трендов 2026 года стало массовое использование отечественных порошковых сталей марок Х12МФ-У, 110Х18МШД и новых сплавов серии “Арктика”, разработанных специально для работы в экстремальных температурных режимах. Эти материалы позволяют достигать твердости рабочих элементов до 64-66 HRC при сохранении высокой вязкости, что критически важно для предотвращения сколов при штамповке высокопрочных листовых сталей, активно применяемых в кузовном производстве автомобилей новой линейки “Лада” и коммерческого транспорта.
Ярким примером адаптации к новым реалиям и интеграции передовых подходов является компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве высокоточных пресс-форм для металлических изделий, литьевых форм и штампованных деталей, предприятие демонстрирует, как должен выглядеть современный полный цикл производства. Продукция компании охватывает широкий спектр отраслей: от компонентов серверного оборудования и корпусов двигателей до деталей медицинского назначения и банкоматов. В портфеле решений — как серийные изделия для автомобильной промышленности (глубокая вытяжка топливных баков, кронштейны), так и уникальные заказы, такие как лезвия медицинских ножниц или панели управления лифтами. Ориентируясь на технологические инновации, «Сучжоу Чуаншьцзе» предлагает комплексные решения: от проектирования и обработки пресс-форм до финальной сборки, обеспечивая высокую точность и адаптивность продукции под индивидуальные потребности клиентов в электронной, автомобильной, медицинской сферах и производстве бытовой техники.
Цифровое моделирование и виртуальная отладка
Прежде чем кусок металла коснется режущего инструмента, штамп проходит десятки циклов виртуальной отладки. Инженеры используют программные комплексы типа AutoForm и собственные разработки на базе российских САПР (например, “Компас-3D” с модулем анализа пластического деформирования). Это позволяет прогнозировать поведение металла в матрице, исключать образование гофр, разрывов и пружинения еще на этапе проектирования.
- Точность прогнозирования: Современные алгоритмы учитывают анизотропию свойств листа, трение и износ инструмента, снижая количество пробных штамповок с 5-7 до 1-2.
- Оптимизация раскроя: Автоматическое построение карты раскроя позволяет увеличить коэффициент использования материала (КИМ) на 3-5%, что при миллионных тиражах дает колоссальную экономию.
- Анализ напряжений: Конечно-элементный анализ (FEA) выявляет слабые места конструкции штампа, предотвращая его разрушение под нагрузкой в тысячи тонн.
Важно отметить, что изготовление штампов холодной штамповки сегодня неразрывно связано с цифровым двойником изделия. Заказчик получает не только физический инструмент, но и полную цифровую модель, которая может быть использована для дальнейшего мониторинга износа и планирования ремонтов. Это переход от реактивного обслуживания к предиктивному, что значительно продлевает жизненный цикл дорогостоящей оснастки.
| Технологический этап | Традиционный подход (до 2024 г.) | Современный стандарт (2026 г.) | Выгода для заказчика |
|---|---|---|---|
| Проектирование | 2D-чертежи, ручные расчеты, опыт конструктора | 3D-моделирование, симуляция процесса штамповки, оптимизация геометрии ИИ | Снижение ошибок на 90%, сокращение сроков ТЗ на 40% |
| Материалы | Импортные стали (Bohler, Thyssen), долгие поставки | Отечественные порошковые стали, вакуумная плавка, сертифицированные партии | Независимость от санкций, гарантия химсостава, снижение цены на 15-20% |
| Обработка | Последовательная: фрезеровка -> закалка -> шлифовка | Гибридная: высокоскоростная обработка в твердом состоянии, лазерная текстурация | Повышение точности до 2 мкм, улучшение смазываемости поверхности |
| Контроль качества | Выборочный контроль калибрами | Сплошной 3D-сканирование на КИМ, сравнение с цифровой моделью | Гарантия соответствия чертежу 100%, отсутствие брака в первой партии |
Факторы формирования цены: прозрачность сметы в 2026 году
Вопрос ценообразования остается самым болезненным для заказчиков. Рынок стал более прозрачным, но и более сложным. Стоимость, которую предлагает завод-производитель на изготовление штампов холодной штамповки, больше не формируется “на глаз” или исходя из веса заготовки. Сегодня смета — это детализированный документ, отражающий трудоемкость программирования, машинное время, стоимость специфического инструмента и термообработки.
Базовая стоимость складывается из нескольких компонентов. Во-первых, это стоимость материала. Цены на качественную инструментальную сталь российского производства в начале 2026 года стабилизировались и составляют в среднем от 450 до 800 рублей за килограмм в зависимости от марки и вида поставки (поковка, прокат, калиброванный пруток). Однако доля материала в общей стоимости сложного прогрессивного штампа редко превышает 20-25%.
Основную долю затрат составляет нормо-час работы высококвалифицированных специалистов и амортизация парка станков. Программирование 5-осевой обработки сложного рельефа пуансона может занимать до 40 часов работы технолога. Машинное время на прецизионных станках с точностью позиционирования менее 1 микрона тарифицируется значительно выше, чем на универсальном оборудовании. Также существенную статью расходов составляет термообработка. Вакуумная закалка с последующим глубоким охлаждением (криогенная обработка) для снятия остаточных напряжений и повышения износостойкости добавляет к стоимости изделия еще 10-15%.
«Заказчик должен понимать: дешевый штамп — это мина замедленного действия. Экономия 10% на стадии изготовления за счет использования более дешевой стали или упрощения технологии термообработки может привести к потере миллионов рублей на браке продукции и простоях пресса через месяц эксплуатации».
Средние рыночные цены на изготовление штампов холодной штамповки в России по состоянию на весну 2026 года выглядят следующим образом:
- Простые вырубные штампы: от 150 000 до 350 000 рублей. Срок изготовления: 10-14 дней.
- Штампы гибки средней сложности: от 400 000 до 800 000 рублей. Срок изготовления: 20-30 дней.
- Прогрессивные штампы (многостанционные): от 1 500 000 до 5 000 000 рублей и выше. Срок изготовления: 45-75 дней.
- Уникальная крупногабаритная оснастка для автопрома: цена рассчитывается индивидуально, часто превышает 10 млн рублей. Срок: от 3 месяцев.
Важно отметить, что многие заводы предлагают гибкую систему скидок при серийном заказе или заключении долгосрочных контрактов на обслуживание. Также в цену часто включается разработка управляющих программ и первичная наладка на прессе заказчика, что является существенным преимуществом перед покупкой “коробки с железом”.
Сроки изготовления и логистика в новых реалиях
Временной фактор стал одним из главных конкурентных преимуществ российских производителей. Если ранее ожидание штампа из Европы могло растянуться на 4-6 месяцев с учетом доставки и таможенного оформления, то сегодня отечественные заводы берут на себя обязательство выполнить изготовление штампов холодной штамповки в сроки от 2 недель до 2,5 месяцев в зависимости от сложности.
Такая скорость стала возможной благодаря созданию замкнутых производственных циклов. Крупные игроки рынка объединили под одной крышей конструкторское бюро, участок заготовительного производства, механообработку, термоцех и отдел контроля качества. Это исключает простои, связанные с перевозкой полуфабрикатов между разными подрядчиками. Кроме того, широкое использование стандартизированных нормалей (плиты, направляющие колонки, пружины) российского производства позволяет сократить время на изготовление нестандартизированных частей штампа.
Логистические особенности и климатическая адаптация
Россия — страна с огромными расстояниями и разнообразными климатическими зонами. Доставка готового штампа весом в несколько тонн из центрального региона на завод в Сибири или на Дальний Восток требует особого подхода. Производители 2026 года учитывают это еще на этапе упаковки. Штампы консервируются специальными составами, устойчивыми к перепадам температур и высокой влажности, характерным для транспортировки в контейнерах или открытых платформах.
Особое внимание уделяется адаптации самих штампов к условиям эксплуатации. Для предприятий, расположенных в северных широтах, где температура в неотапливаемых цехах зимой может опускаться ниже -30°C, рекомендуется использование специальных марок сталей с повышенным порогом хладноломкости. Также конструктивно изменяются зазоры между пуансоном и матрицей, учитывающие температурное сжатие металла. Заводы-изготовители проводят обязательные испытания оснастки в климатических камерах, имитирующих условия Севера, прежде чем отгрузить продукт заказчику.
Логистические партнеры инструментальных заводов предлагают услуги специализированных грузоперевозок с использованием манипуляторов и низкорамных тралов, оснащенных системами мониторинга ударов и наклонов. Это гарантирует, что прецизионная геометрия штампа не будет нарушена в пути. Трекинг груза доступен заказчику в режиме реального времени через личные кабинеты на сайтах транспортных компаний.
| Регион доставки | Средний срок транспортировки | Особенности упаковки | Рекомендуемые меры защиты |
|---|---|---|---|
| Центральная Россия (Москва, СПб, Тула) | 1-3 дня | Стандартная деревянная обрешетка, антикоррозийная бумага | Базовая консервация |
| Урал и Поволжье | 3-5 дней | Усиленная обрешетка, влагозащитный чехол | Двойной слой консервационной смазки |
| Сибирь и Дальний Восток | 7-14 дней (Ж/Д) | Герметичный контейнер внутри обрешетки, демпфирующие прокладки | Морозостойкая смазка, подогреваемые элементы при необходимости |
| Южные регионы | 3-6 дней | Вентилируемая упаковка, защита от УФ-излучения | Смазка с повышенной термостойкостью |
Контроль качества и соответствие стандартам ГОСТ
Доверие к отечественному производителю строится на бескомпромиссном качестве. В 2026 году изготовление штампов холодной штамповки регламентируется строгим соблюдением обновленных версий ГОСТ Р, гармонизированных с международными стандартами ISO, но учитывающих специфику российской промышленности. Каждый этап производства сопровождается входным, операционным и приемочным контролем.
Входной контроль подразумевает проверку сертификатов на сталь, проведение спектрального анализа для подтверждения химического состава и ультразвуковую дефектоскопию заготовок для выявления внутренних раковин и трещин. Ни одна заготовка не поступает в работу без паспорта качества.
Операционный контроль осуществляется непосредственно в процессе механической обработки. Использование встроенных измерительных систем на станках с ЧПУ позволяет контролировать размеры детали в реальном времени, автоматически внося коррекции на износ инструмента. После термообработки обязательно проводится контроль твердости по всей поверхности рабочих элементов, а также металлографический анализ структуры металла для оценки размера зерна и количества остаточного аустенита.
Финальный приемочный контроль является самым ответственным этапом. Готовый штамп подвергается полному 3D-сканированию на координатно-измерительных машинах (КИМ) с погрешностью не более 1,5 + L/300 мкм. Полученная облако точек сравнивается с исходной 3D-моделью, и строится карта отклонений. Только если все отклонения находятся в пределах допусков, указанных в техническом задании, штамп допускается к пробным запускам.
«Пробные штамповки — это финальный экзамен. Мы изготавливаем контрольную партию деталей (обычно 50-100 штук) непосредственно на прессе заказчика или на нашем испытательном стенде. Эти детали проходят полный метрологический контроль. Подписание акта приемки возможно только после подтверждения стабильности размеров во всей партии».
Заводы-производители предоставляют гарантийные обязательства сроком от 6 месяцев до 2 лет или на определенное количество циклов штамповки (например, 100 000 ходов). В течение гарантийного периода любые дефекты, возникшие по вине изготовителя (выкрашивание режущих кромок, поломка пуансонов, несоответствие размеров), устраняются бесплатно и в сжатые сроки.
Как выбрать надежного партнера: чек-лист для заказчика
Рынок предложений обширен, и выбрать исполнителя на изготовление штампов холодной штамповки бывает непросто. Чтобы минимизировать риски, рекомендуем руководствоваться следующим алгоритмом оценки потенциального подрядчика:
- Наличие собственного полного цикла: Уточните, есть ли у завода свой термоцех и участок финишной доводки. Отсутствие собственных мощностей означает зависимость от субподрядчиков и срыв сроков.
- Парк оборудования: Попросите перечень станков. Наличие современных 5-осевых обрабатывающих центров и проволоковырезных станков с функцией одновременной 5-осевой обработки — признак высокого технологического уровня.
- Опыт в вашей отрасли: Попросите показать кейсы похожих работ. Штамп для микродеталей электроники и штамп для кронштейнов грузовика требуют разных компетенций.
- Инженерная поддержка: Оцените квалификацию конструкторского бюро. Способны ли они оптимизировать ваш чертеж? Готовы ли взять на себя ответственность за технологичность конструкции?
- Прозрачность ценообразования: Избегайте компаний, которые называют цену “по телефону” без изучения чертежей. Реальная стоимость формируется только после детального технологического аудита.
- Репутация и отзывы: Изучите профильные форумы (Habr, Pikabu, отраслевые порталы), запросите контакты действующих клиентов. Живые отзывы часто говорят больше, чем рекламные буклеты.
Помните, что партнерство с заводом-производителем — это инвестиция в стабильность вашего собственного производства. Надежный поставщик оснастки становится стратегическим союзником, помогающим вам выдерживать темпы выпуска продукции и сохранять высокое качество изделий в любых экономических условиях.
Перспективы развития отрасли и инновации
Глядя в ближайшее будущее, можно с уверенностью сказать, что изготовление штампов холодной штамповки продолжит эволюционировать в сторону интеллектуализации. Внедрение элементов Интернета вещей (IoT) прямо в конструкцию штампа позволит передавать данные о количестве ходов, температуре и нагрузке в реальном времени на сервер предприятия. Это откроет эру “умной оснастки”, которая сама сообщит оператору о необходимости заточки или замены элемента до того, как произойдет брак.

Развитие аддитивных технологий позволит создавать биметаллические рабочие элементы, где сердцевина выполнена из вязкой стали для прочности, а рабочая поверхность наплавлена из сверхтвердого сплава с уникальной микроструктурой, недостижимой при традиционной металлургии. Это увеличит ресурс штампов в 2-3 раза.
Российская промышленность стоит на пороге нового технологического ренессанса в области инструментального производства. Сочетание богатых сырьевых ресурсов, сильной инженерной школы и вынужденной, но плодотворной изоляции от западных поставщиков создало уникальный импульс для развития собственных технологий. Те компании, которые уже сегодня инвестируют в современное изготовление штампов холодной штамповки на отечественных площадках, завтра получат решающее преимущество в борьбе за рынки сбыта.
Часто задаваемые вопросы (FAQ)
Какой минимальный срок изготовления простого вырубного штампа в 2026 году?
При наличии готового 3D-модели и согласованного технического задания, минимальный срок изготовления простого вырубного штампа на современном российском предприятии составляет 7-10 рабочих дней. Этот срок включает в себя закупку материала (если он есть на складе), программирование, механообработку, термообработку и сборку. Срочное изготовление возможно за дополнительную плату и сокращает срок до 5 дней, но зависит от текущей загрузки производства.
Работаете ли вы с давальческим сырьем или нужно покупать сталь у завода?
Большинство крупных заводов-производителей предпочитают работать со своим материалом, так как это дает гарантию качества и позволяет нести полную ответственность за результат. Однако изготовление штампов холодной штамповки из давальческого сырья заказчика возможно в исключительных случаях, если материал соответствует высоким стандартам (наличие сертификата, правильная подготовка поверхности). При этом завод снимает с себя гарантийные обязательства, связанные с качеством металла и его поведением при термообработке.
Возможно ли изготовление штампа по образцу детали без чертежей?
Да, это распространенная практика. Инженерный отдел завода может выполнить реверс-инжиниринг: отсканировать образец детали, построить 3D-модель, разработать конструкцию штампа с учетом всех необходимых зазоров, радиусов и технологических особенностей. Услуга оплачивается отдельно, но она позволяет запустить в производство снятые с конвейера или импортные детали, не имея исходной конструкторской документации.
Как происходит оплата и какие гарантии предоставляются?
Стандартная схема оплаты предполагает аванс (обычно 30-50%) для закупки материалов и запуска работ, промежуточный платеж после готовности механической части и окончательный расчет после успешных пробных штамповок и подписания акта приемки. Все работы фиксируются в договоре подряда с четким указанием сроков, штрафных санкций за просрочку и гарантийных обязательств. Гарантия на штамп составляет от 6 до 24 месяцев в зависимости от типа оснастки и тиражеспособности.
Доставляете ли вы штампы в удаленные регионы и кто несет риски при транспортировке?
Да, мы осуществляем отправку готовой продукции во все регионы России, включая Крайний Север и Дальний Восток. Риски повреждения груза при транспортировке до момента подписания товарно-транспортной накладной в пункте назначения несет производитель. Мы используем специализированную упаковку и проверенных логистических партнеров, страхующих груз на полную стоимость. В случае повреждения при доставке, завод берет на себя все вопросы по восстановлению или изготовлению нового штампа.
Источники информации, использованные при подготовке материала:
ГОСТ Р — Национальная система стандартов РФ
Metalinfo.ru — Аналитика рынка металлов и инструментальных сталей
Хабр — Публикации инженеров-технологов о современном производстве
Минпромторг России — Отчеты о развитии машиностроения и импортозамещении
Отраслевой портал “Станкоинструмент” — Обзоры оборудования и технологий 2026 года





