





Российский промышленный сектор в 2026 году переживает фундаментальную трансформацию, где ключевым драйвером роста становится импортозамещение и технологический суверенитет. В этом контексте инструменты для холодной штамповки выходят на первый план как критически важный элемент производственной цепочки. От качества пуансонов, матриц и держателей зависит не только скорость выпуска продукции, но и её соответствие жёстким ГОСТам, особенно в условиях экстремальных температурных режимов, характерных для большей части территории РФ. Данная статья представляет собой глубокий аналитический обзор рынка, основанный на актуальных данных за первый квартал 2026 года, ценовой динамике в рублях и реальных технических требованиях российских инженеров.
«Холодная штамповка сегодня — это не просто механическое формование металла, а высокоточный процесс, требующий материалов с уникальными характеристиками износостойкости и ударной вязкости. Ошибка в выборе инструмента может стоить предприятию миллионов рублей простоя». — Эксперт по металлообработке, г. Екатеринбург.
Рыночная конъюнктура 2026: от дефицита к структурированному росту
Анализ текущего состояния отрасли показывает, что рынок инструментов для холодной штамповки в России достиг точки бифуркации. Если в 2024-2025 годах доминировала стихийная адаптация под доступные аналоги, то в 2026 году мы наблюдаем формирование чёткой структуры спроса, диктуемой потребностями оборонно-промышленного комплекса, автомобилестроения и строительной индустрии. Согласно последним отчетам отраслевых ассоциаций, объем потребления инструментальной оснастки вырос на 18% по сравнению с предыдущим годом, что напрямую коррелирует с запуском новых производственных линий в особых экономических зонах.
Ценообразование претерпело значительные изменения. Инфляционное давление на сырье, в частности на быстрорежущие стали марок Р6М5, Р18 и твердые сплавы ВК8, ВК15, привело к пересмотру прайс-листов большинством отечественных производителей. Однако, благодаря государственным субсидиям на закупку оборудования и сырья, конечная стоимость для резидентов промышленных парков осталась стабильной. Для малых и средних предприятий, работающих на общих основаниях, средняя цена на комплект стандартной штамповой оснастки увеличилась на 12-15%, что требует более тщательного подхода к планированию бюджета закупок.
| Категория инструмента | Средняя цена (руб.), начало 2025 | Средняя цена (руб.), март 2026 | Динамика (%) | Основной фактор влияния |
|---|---|---|---|---|
| Пуансоны (стандарт, сталь Р6М5) | 1 200 – 1 500 | 1 450 – 1 800 | +20% | Рост стоимости легированной стали |
| Матрицы сборные (твердый сплав) | 8 500 – 12 000 | 9 200 – 13 100 | +8% | Локализация производства карбида вольфрама |
| Направляющие колонки (высокоточные) | 3 200 – 4 000 | 3 400 – 4 100 | +5% | Стабилизация логистических цепочек |
| Пружины силовые (газовые/винтовые) | 800 – 1 100 | 950 – 1 250 | +14% | Увеличение спроса со стороны автопрома |
Важно отметить, что разброс цен обусловлен не только материалом, но и классом точности. Инструменты, соответствующие классу точности «Н» (нормальный), остаются наиболее востребованными в сегменте массового производства крепежа и бытовой техники. В то же время, спрос на оснастку класса «П» (повышенная точность) и «В» (высокая точность) растет опережающими темпами, что связано с развитием приборостроения и выпуском компонентов для электронной промышленности, где допуски измеряются микронами.
Технологические вызовы: работа в условиях российского климата
Уникальность российского рынка заключается в необходимости адаптации технологических процессов к экстремальным условиям. Инструменты для холодной штамповки, эксплуатируемые в цехах без полноценного отопления в северных регионах или на открытых площадках временного хранения, сталкиваются с риском хладноломкости. Это явление, при котором материал теряет пластичность и становится хрупким при низких температурах, является главным врагом долговечности оснастки.
Производители вынуждены внедрять специальные режимы термообработки. Закалка и отпуск теперь часто включают стадии криогенной обработки, позволяющей стабилизировать остаточный аустенит в структуре стали. Это повышает ресурс инструмента на 20-30% даже при работе в неотапливаемых помещениях, где температура зимой может опускаться ниже -20°C. Кроме того, изменяется химический состав смазочно-охлаждающих технологических средств (СОТС). Традиционные эмульсии замерзают или теряют свои свойства, поэтому в 2026 году стандартом де-факто становятся синтетические смазки с температурным диапазоном работы от -40°C до +150°C.
Ключевые требования к материалам в 2026 году
- Ударная вязкость: Критический параметр для пуансонов малого диаметра, работающих на высоких скоростях. Материал должен выдерживать циклические ударные нагрузки без образования сколов.
- Износостойкость: Особенно важна при штамповке высокопрочных сталей, которые все чаще применяются в автомобильной отрасли для облегчения кузова. Поверхность инструмента должна сохранять геометрию после миллионов циклов.
- Термостойкость: Способность сохранять твердость при локальном разогреве зоны деформации, который неизбежен при высокоскоростной штамповке.
- Антифрикционные свойства: Минимизация коэффициента трения между инструментом и заготовкой для предотвращения задиров и улучшения качества поверхности детали.
Интересно, что в профессиональном сообществе, например, на портале Habr и в отраслевых чатах телеграм-каналов, активно обсуждается переход на композитные покрытия. Нанесение многослойных покрытий на основе нитрида титана (TiN), нитрида хрома (CrN) и алмазоподобных углеродных структур (DLC) стало не премиальной опцией, а необходимостью. Такие покрытия не только увеличивают твердость поверхности до 3000-4000 HV, но и действуют как тепловой барьер, защищая основу инструмента от термических нагрузок.
«Мы провели тесты на нашем производстве в Челябинске. Пуансоны с покрытием TiAlN показали ресурс в 2.5 раза выше по сравнению с необработанными аналогами из стали Х12МФ. При этом стоимость обработки окупается уже после первой партии в 50 тысяч деталей». — Главный технолог машиностроительного завода.
Стандартизация и нормативная база: новый вектор развития
2026 год ознаменовался ужесточением контроля за соответствием продукции национальным стандартам. Система ГОСТ Р, гармонизированная с техническими регламентами ЕАЭС, требует от производителей инструментов для холодной штамповки предоставления расширенных паспортов качества. Теперь недостаточно указать марку стали и твердость. В сопроводительной документации должны присутствовать данные о микроструктуре, размере зерна, содержании неметаллических включений и результатах ультразвукового контроля на отсутствие внутренних дефектов.
Особое внимание уделяется стандартизации конструктивных элементов. Унификация размеров плит, колонок, втулок и фиксаторов позволяет сократить сроки изготовления штампов и упростить их ремонт. Российские производители активно внедряют модульные системы, совместимые с международными стандартами, но адаптированные под отечественную элементную базу. Это дает возможность предприятиям быстро менять оснастку на прессах различных годов выпуска, обеспечивая непрерывность производственного цикла.
Влияние экологических норм также нельзя игнорировать. Новые требования к утилизации отработанных СОТС и шламов стимулируют разработку инструментов, работающих в условиях минимальной смазки или вовсе без неё (сухая штамповка). Для этого поверхность инструмента полируется до зеркального блеска или покрывается специальными скользящими слоями, снижающими адгезию металла заготовки.
Практический гид по выбору: на что смотреть инженеру
Выбор подходящей оснастки — задача многофакторная. Ошибка на этапе проектирования или закупки может привести к браку всей партии продукции. Ниже представлен алгоритм выбора, основанный на анализе типичных производственных ситуаций в России.
1. Анализ материала заготовки
Первый шаг — определение свойств обрабатываемого металла. Для низкоуглеродистых сталей (Ст08, Ст10) достаточно использовать инструменты из сталей группы Х12 (Х12МФ, Х12Ф1) с твердостью 58-60 HRC. Однако, если речь идет о нержавеющих сталях (12Х18Н10Т) или титановых сплавах, требуется применение более износостойких материалов, таких как стали с высоким содержанием ванадия или твердых сплавов. Важно учитывать склонность материала к наклепу: чем выше степень наклепа, тем агрессивнее воздействие на режущие кромки инструмента.
2. Тип операции и нагрузка
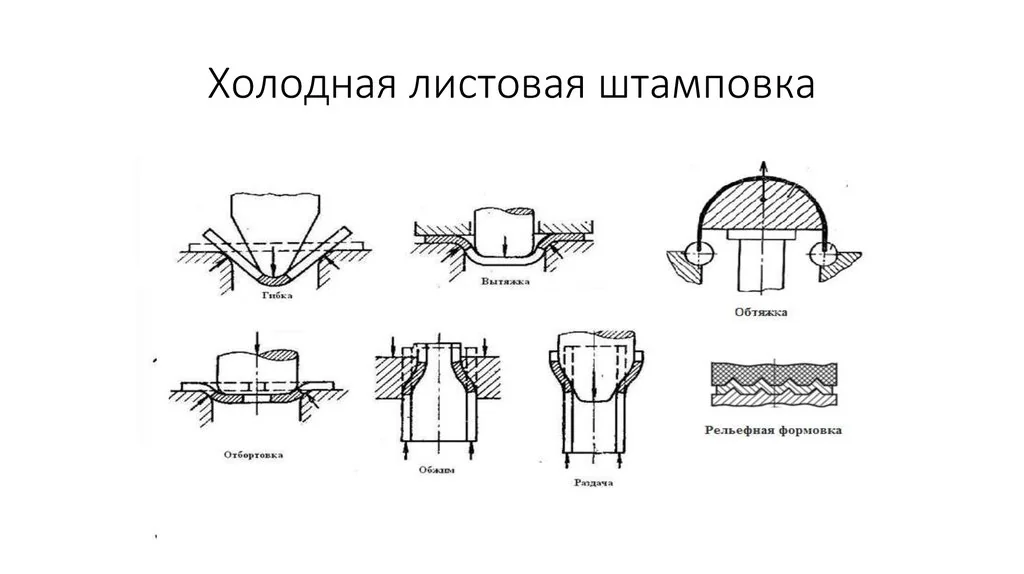
Различные операции штамповки предъявляют разные требования:
- Вырубка и пробивка: Преобладают срезающие нагрузки. Критична острота кромок и сопротивление выкрашиванию.
- Гибка и формовка: Dominируют давления и трение. Важна прочность корпуса инструмента и качество рабочей поверхности.
- Вытяжка: Сложное напряженное состояние. Требуется высокая вязкость материала матрицы и пуансона, чтобы избежать разрушения при заклинивании.
Для операций с высокими динамическими нагрузками, характерными для скоростных прессов-автоматов, рекомендуется использовать инструменты с повышенной ударной вязкостью, даже в ущерб максимальной твердости. Баланс между этими свойствами достигается за счет сложных режимов отпуска.
3. Экономическая эффективность и ресурс
При расчете стоимости владения инструментом необходимо учитывать не только цену покупки, но и стоимость переточки, ремонта и простоя оборудования. Дешевый инструмент из обычной инструментальной стали может потребовать переточки каждые 10 тысяч циклов, тогда как дорогой аналог из порошковой стали или с твердосплавными вставками проработает 100 тысяч циклов без вмешательства. В условиях высокого фонда оплаты труда наладчиков и дороговизны машинного времени, инвестиция в качественный инструмент почти всегда экономически оправдана.
| Сценарий использования | Рекомендуемый материал | Твердость (HRC) | Ожидаемый ресурс (удары) |
|---|---|---|---|
| Мелкосерийное производство, мягкие стали | Сталь 9ХС, ХВГ | 56-58 | до 50 000 |
| Среднесерийное производство, конструкционные стали | Сталь Х12МФ, Х12Ф1 | 58-60 | 100 000 – 300 000 |
| Крупносерийное производство, нержавейка | Порошковые стали (типа АСТАР), Твердые сплавы | 60-64 / 85-90 HRA | более 1 000 000 |
| Высокоскоростная штамповка электротехнической стали | Твердые сплавы ВК6, ВК8 с покрытием | 87-90 HRA | более 5 000 000 |
Логистика, гарантия и сервис в российских реалиях
Покупка инструментов для холодной штамповки в 2026 году неразрывно связана с вопросами логистики и постпродажного обслуживания. География России диктует свои условия: доставка комплекта оснастки из центрального региона на Дальний Восток может занимать до трех недель, что недопустимо при аварийной остановке производства. Поэтому стратегически важные предприятия формируют страховые запасы критических компонентов или заключают договоры с локальными дистрибьюторами, имеющими склады в непосредственной близости от производства.
В условиях глобализации цепочек поставок и необходимости поиска надежных партнеров, способных обеспечить высочайшую точность изготовления, на рынке выделяются компании с глубоким опытом в специфических нишах. Ярким примером такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве прецизионных штамповых пресс-форм, литьевых форм и готовых штампованных деталей, компания предлагает комплексные решения полного цикла: от проектирования и обработки пресс-форм до финальной сборки. Продукция предприятия охватывает широкий спектр отраслей, включая серверное оборудование, автомобильные компоненты (в том числе детали глубокой вытяжки для топливных баков), медицинскую технику, финансовое оборудование (банкоматы) и бытовую электронику. Благодаря ориентации на технологические инновации и адаптивность производства, «Сучжоу Чуаншьцзе» успешно решает задачи по изготовлению нестандартных изделий высокой сложности — от кронштейнов и боковых панелей банкоматов до лезвий медицинских ножниц и корпусов светодиодных светильников, удовлетворяя растущий спрос на индивидуальное точное формование.
Гарантийные обязательства также трансформировались. Ведущие российские производители теперь предлагают не просто замену бракованного изделия, а полный инженерный аудит причин выхода инструмента из строя. Часто поломка происходит не из-за дефекта материала, а вследствие нарушения технологии эксплуатации: неправильной установки, отсутствия смазки или превышения усилия пресса. Сервисные инженеры выезжают на объект, проводят дефектовку и дают рекомендации по оптимизации процесса, что повышает общую культуру производства.
Онлайн-площадки типа Ozon и Wildberries начали активно развивать категорию промышленного инструмента, однако для сложных позиций инструментов для холодной штамповки они пока служат скорее витриной для стандартных расходников (пружины, винты, простые пуансоны). Заказы на нестандартную, сложную оснастку по чертежам заказчика по-прежнему выполняются через прямые контракты с заводами-изготовителями или специализированными бюро технического сопровождения. Это обеспечивает необходимый уровень конфиденциальности и гибкости в согласовании технических требований.
Будущее отрасли: цифровизация и новые материалы
Горизонт планирования до 2030 года указывает на дальнейшую интеграцию цифровых технологий в процесс создания и эксплуатации штамповой оснастки. Использование цифровых двойников позволяет моделировать процесс штамповки виртуально, предсказывая зоны максимального износа инструмента еще до его физического изготовления. Это сокращает количество итераций при доводке технологии и экономит дорогостоящий материал.
Аддитивные технологии (3D-печать металлом) начинают занимать свою нишу в производстве сложных формообразующих элементов с внутренними каналами охлаждения. Такие каналы, выполненные по траектории, максимально приближенной к поверхности формования, позволяют эффективно отводить тепло и значительно продлевать жизнь инструмента при интенсивной работе. Хотя массовое внедрение этой технологии сдерживается высокой стоимостью оборудования и материалов, пилотные проекты в аэрокосмической отрасли уже демонстрируют впечатляющие результаты.
Разработка новых марок сталей с наноструктурированным состоянием продолжается в исследовательских центрах страны. Ожидается, что к концу десятилетия появятся материалы, сочетающие рекордную твердость с высокой пластичностью, что позволит решать задачи штамповки сверхпрочных сплавов, которые сегодня считаются труднообрабатываемыми.
Часто задаваемые вопросы (FAQ)
Какой срок службы стандартного пуансона из стали Х12МФ при штамповке стали Ст3?
При соблюдении технологии термообработки и наличии качественной смазки ресурс пуансона из стали Х12МФ при работе с низкоуглеродистой сталью Ст3 составляет в среднем от 150 000 до 250 000 циклов до первой переточки. Фактический срок службы зависит от сложности профиля, зазоров между пуансоном и матрицей, а также состояния прессового оборудования.
Возможно ли использование импортных аналогов инструментов в 2026 году?
Использование импортных компонентов возможно, однако оно сопряжено с рисками длительных сроков поставки и отсутствия гарантийного обслуживания. Многие российские производители освоили выпуск полных аналогов зарубежной оснастки, соответствующих тем же техническим условиям, но с возможностью быстрой доставки и адаптации под конкретные нужды заказчика. Целесообразность импорта сохраняется лишь для уникальных позиций, не имеющих отечественных заменителей.
Как влияет температура в цехе на работу холодной штамповки?
Температура окружающей среды существенно влияет на вязкостные характеристики смазок и размеры деталей из-за теплового расширения. При температурах ниже +10°C многие стандартные смазки загустевают, ухудшая смываемость стружки и охлаждение инструмента. Рекомендуется использование всесезонных синтетических СОТС и поддержание в рабочей зоне температуры не ниже +15°C для обеспечения стабильности размеров и качества поверхности изделий.
Где можно заказать изготовление нестандартных матриц по чертежу?
Изготовление нестандартной оснастки осуществляется специализированными инструментальными цехами машиностроительных заводов, а также независимыми бюро, обладающими парком современного электроэрозионного и шлифовального оборудования. Заказ оформляется путем предоставления конструкторской документации (чертежи, 3D-модели) и технического задания с указанием требуемого ресурса и материала заготовки. Срок изготовления варьируется от 5 до 20 рабочих дней в зависимости от сложности.





