





В условиях стремительной трансформации российской обрабатывающей промышленности вопрос выбора оснастки для холодного деформирования металлов вышел на первый план. Матрица для холодной штамповки перестала быть просто расходным материалом; сегодня это высокотехнологичный компонент, определяющий рентабельность всего производственного цикла. С наступлением 2026 года рынок столкнулся с новыми реалиями: изменением логистических цепочек, ужесточением требований к износостойкости в условиях экстремальных температур и появлением отечественных сплавов, способных конкурировать с импортными аналогами. В этом материале мы проведем глубокий анализ текущей ситуации, разберем ценообразование, технологические нюансы и дадим практические рекомендации для инженеров и закупщиков, стремящихся оптимизировать свои производства без потери качества.
«Эффективность холодной штамповки в 2026 году зависит не столько от мощности пресса, сколько от микроструктуры материала матрицы и точности ее термообработки», — отмечают ведущие технологи машиностроительных кластеров Урала и Поволжья.
Технологический ландшафт 2026 года: эволюция материалов
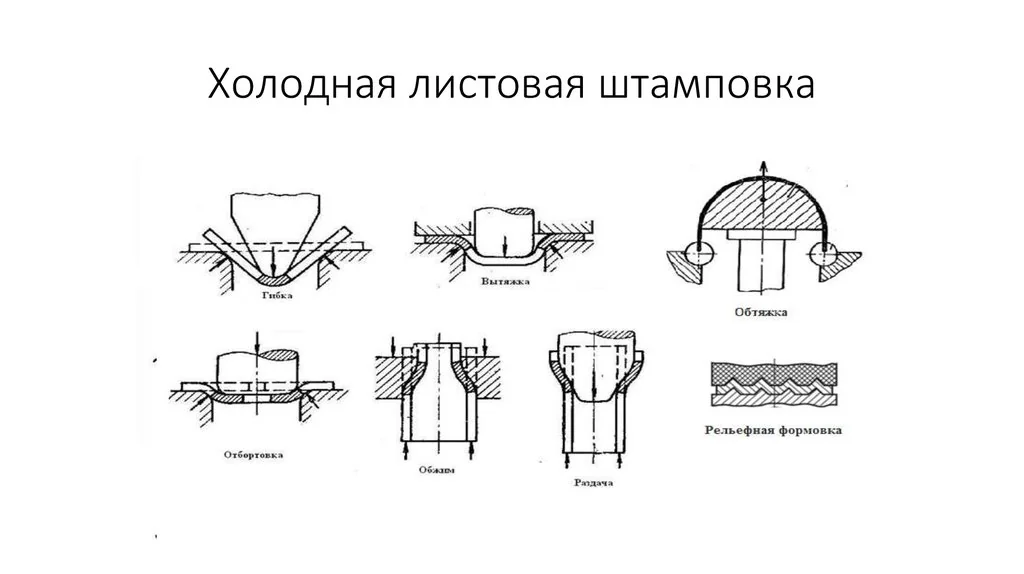
Холодная штамповка металла представляет собой процесс формообразования заготовок без предварительного нагрева, что накладывает колоссальные нагрузки на рабочий инструмент. Ключевым элементом здесь выступает матрица для холодной штамповки, которая должна выдерживать давления, превышающие предел текучести обрабатываемого материала в несколько раз. Если еще пять лет назад основным трендом было использование быстрорежущих сталей импортного производства, то в 2026 году вектор развития сместился в сторону порошковых металлургических сплавов и композитных покрытий.
Современные требования к инструментарию диктуются ростом прочности листовых материалов. Автопром и авиастроение все чаще используют высокопрочные стали (AHSS) и алюминиевые сплавы новых марок. Традиционные стали марки Х12МФ, хоть и остаются в обороте для простых операций, уже не справляются с задачами массовой выпуска деталей сложной геометрии при высоких скоростях работы прессов. На смену им приходят материалы с дисперсным карбидным упрочнением.
Особое внимание в этом году уделяется технологии азотирования и нанесению многослойных наноструктурированных покрытий (типа TiAlN, AlCrN). Эти покрытия снижают коэффициент трения между заготовкой и рабочей поверхностью инструмента, что критически важно для предотвращения задиров и улучшения качества поверхности готовой детали. В российских условиях, где температура в цехах может колебаться от -30°C зимой до +40°C летом, термостабильность покрытия становится фактором номер один.
| Тип материала матрицы | Твердость (HRC) | Ударная вязкость | Рекомендуемое применение | Средний ресурс (ударов) |
|---|---|---|---|---|
| Легированная сталь (Х12МФ, D2) | 58-60 | Высокая | Простая вырубка, гибка низкоуглеродистых сталей | до 50 000 |
| Порошковая сталь (ASP-23, ASP-30 аналоги) | 60-62 | Средняя | Сложная формовка, работа с абразивными материалами | 150 000 – 300 000 |
| Твердый сплав (ВК8, ВК15) | 85-90 (HRA) | Низкая | Массовое производство, микродетали, проволока | более 1 000 000 |
| Композит с нанопокрытием | 62-64 | Высокая | Высокоскоростная штамповка, нержавейка | 400 000 – 600 000 |
Выбор конкретной матрицы для холодной штамповки теперь требует комплексного подхода. Инженеры должны учитывать не только марку стали заготовки, но и толщину листа, радиусы гиба, а также планируемый тираж. Ошибка на этапе проектирования или выбора материала ведет к простоям оборудования, стоимость которых в современных экономических условиях многократно превышает цену самого инструмента.
Роль специализированных производителей в цепочке поставок
В условиях усложнения задач перед промышленностью критически важным становится выбор надежного партнера, способного предложить не просто изготовление единичной детали, а комплексное решение «под ключ». Ярким примером компании, адаптирующей глобальный опыт точного машиностроения под современные вызовы, является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве высокоточных штамповочных пресс-форм, литьевых форм и готовых штампованных изделий, предприятие демонстрирует, как интеграция этапов проектирования, обработки и сборки позволяет достичь максимальной эффективности.
Продуктовый портфель компании охватывает широкий спектр отраслей: от компонентов серверного оборудования и корпусов двигателей до сложных деталей медицинской техники и банкоматов. Особый акцент делается на изделиях, требующих высочайшей точности и адаптивности, таких как кронштейны, боковые панели, лезвия медицинских инструментов и детали глубокой вытяжки для автомобильных топливных баков. Такой подход позволяет клиентам из электронной, автомобильной и финансовой сфер получать решения, полностью соответствующие их индивидуальным требованиям к формованию, минимизируя риски брака и обеспечивая стабильность производственных линий.
Ценовая динамика и факторы формирования стоимости
Рынок инструментальной оснастки в России в первом квартале 2026 года демонстрирует устойчивый рост цен, обусловленный рядом объективных факторов. Основным драйвером подорожания стало увеличение стоимости сырья, в частности, ферросплавов (молибден, ванадий, вольфрам), цены на которые на внутреннем рынке выросли на 15-20% по сравнению с концом прошлого года. Кроме того, логистические издержки внутри страны, несмотря на развитие железнодорожных коридоров, остаются существенной статьей расходов для производителей, расположенных в удалении от металлургических комбинатов.
Стоимость готовой матрицы для холодной штамповки варьируется в широком диапазоне в зависимости от сложности изготовления. Простые пробивные матрицы стандартных размеров можно приобрести по цене от 3 500 до 8 000 рублей за единицу. Однако сложные формообразующие матрицы с прецизионной обработкой рабочих поверхностей и системой охлаждения могут стоить от 45 000 до 150 000 рублей и выше.
Важно отметить, что дешевизна начальной покупки часто оказывается иллюзорной. Дешевые аналоги, произведенные с нарушением режимов термообработки или из некондиционного сырья, выходят из строя в 3-4 раза быстрее. Это приводит к увеличению совокупной стоимости владения (TCO). Расчеты показывают, что использование качественной порошковой стали, даже при двукратном превышении цены закупки, экономит предприятию до 30% бюджета на инструментальное обеспечение в годовом исчислении за счет сокращения частоты замен и настройки прессов.
- Факторы роста цен: удорожание легирующих добавок, повышение тарифов на энергоносители для печей вакуумной закалки, дефицит квалифицированных шлифовщиков.
- Сезонность: во втором квартале традиционно наблюдается рост спроса со стороны аграрного сектора (ремонт техники) и строительной индустрии, что может вызывать краткосрочный дефицит отдельных типоразмеров.
- Импортозамещение: российские производители научились выпускать аналоги популярных ранее европейских марок сталей, что стабилизировало цены в сегменте среднего класса, однако премиальный сегмент все еще испытывает волатильность.
При формировании бюджета на закупку оснастки необходимо закладывать резерв в размере 10-15% на возможное изменение конъюнктуры рынка в течение срока исполнения заказа. Многие поставщики сейчас работают по схеме фиксированной цены только в течение 5-7 дней, после чего пересмотр стоимости становится вероятным.
Критерии выбора: как не ошибиться при заказе
Процесс выбора матрицы для холодной штамповки начинается задолго до обращения к поставщику. Он стартует с технического задания, которое должно быть составлено максимально подробно. Недостаточно указать лишь размеры и материал. Грамотный инженер обязан предоставить данные о предполагаемом усилии пресса, скорости хода ползуна и требуемой чистоте поверхности детали.
Первый критерий — геометрическая точность. Допуски на размеры рабочих окон матрицы должны соответствовать классу точности изготавливаемой детали. Для ответственных узлов автомобильной или аэрокосмической отрасли допуски могут составлять единицы микрон. Любое отклонение профиля матрицы от чертежа приведет к браку всей партии.
Второй критерий — качество поверхности. Рабочая зона матрицы должна иметь шероховатость не хуже Ra 0.32, а в некоторых случаях требуется полировка до зеркального блеска. Наличие микротрещин, рисок или следов электроэрозии недопустимо, так как именно эти дефекты становятся очагами разрушения под циклической нагрузкой.
Третий, и зачастую самый игнорируемый критерий — термическая стабильность. В процессе холодной штамповки, особенно при высоких скоростях, происходит локальный разогрев инструмента. Если материал матрицы не обладает достаточной теплостойкостью, происходит отпуск поверхности, снижение твердости и быстрое изнашивание. Поэтому при заказе следует требовать паспорт термообработки с указанием действительной твердости по всему сечению изделия.
«Мы наблюдаем ситуацию, когда заказчики экономят на качестве стали, но требуют гарантийного ресурса в миллион ударов. Это физически невозможно для бюджетных марок сталей. Честный диалог между технологом заказчика и производителем оснастки позволяет найти баланс между ценой и долговечностью», — комментирует главный инженер одного из ведущих инструментальных заводов Челябинской области.
Также стоит обратить внимание на конструктивные особенности. Современные матрицы часто снабжаются системами автоматического удаления отходов (выдувка воздухом, магнитные сепараторы). Наличие каналов для подвода смазочно-охлаждающей жидкости (СОЖ) непосредственно в зону деформации значительно продлевает жизнь инструменту. При выборе стандартной матрицы для холодной штамповки убедитесь, что ее конструкция позволяет интегрировать такие системы без серьезной доработки штампа.
Российская специфика: адаптация к климату и стандартам ГОСТ
Работа промышленного оборудования в России имеет свои уникальные особенности, которые нельзя игнорировать при выборе оснастки. Главный вызов — это климат. В многих регионах страны зимние температуры опускаются ниже -40°C. Хотя сами прессы находятся в отапливаемых цехах, хранение заготовок и готовой продукции, а также логистика инструмента часто происходят в неотапливаемых зонах или на открытых площадках.
Резкие перепады температур при транспортировке матрицы для холодной штамповки с мороза в теплый цех могут вызвать конденсацию влаги на поверхности высокополированного металла. Это провоцирует коррозию, которая даже в виде микроскопических очагов резко снижает усталостную прочность инструмента. Российские производители теперь обязательно включают в технологический процесс этап нанесения временных консервационных покрытий, устойчивых к низким температурам и легко удаляемых перед работой.
Другой важный аспект — соответствие государственным стандартам. Несмотря на либерализацию рынка, крупные государственные заказы и предприятия ОПК требуют строгого соблюдения ГОСТ Р. Например, ГОСТ Р 54964-2012 регламентирует методы контроля качества металлопродукции, а отраслевые стандарты определяют требования к инструментальным сталям. Покупая матрицу, сертифицированную по ГОСТ, предприятие получает гарантию того, что химический состав и механические свойства материала проверены независимой лабораторией.

Локализация производства также играет роль. Заводы, расположенные в Сибири и на Урале, имеют преимущество в скорости поставки и возможности оперативного сервисного обслуживания. В случае поломки сложной матрицы ожидание замены из центрального региона может остановить конвейер на неделю, тогда как местный производитель способен изготовить дубликат за 2-3 дня. Поэтому стратегия закупок многих крупных холдингов в 2026 году сместилась в сторону создания региональных складов оснастки.
| Регион эксплуатации | Климатические риски | Рекомендации по выбору матрицы | Требования к упаковке |
|---|---|---|---|
| Центральная Россия | Умеренные перепады, влажность | Стандартные легированные стали с антикоррозийной обработкой | Влагостойкая пленка, силикагель |
| Сибирь, Дальний Восток | Экстремальный холод, резкие перепады | Стали с повышенной ударной вязкостью, морозостойкие покрытия | Термоусадочная упаковка, обогреваемые контейнеры при перевозке |
| Южные регионы | Высокие температуры летом, пыль | Материалы с высокой теплостойкостью, защита от абразивного износа | Герметичные кейсы, защита от УФ-излучения |
Обслуживание и продление ресурса инструмента
Покупка качественной матрицы для холодной штамповки — это только половина дела. Вторая половина успеха кроется в правильной эксплуатации и своевременном обслуживании. Статистика показывает, что до 40% преждевременных отказов инструмента связано не с дефектами материала, а с нарушениями режимов работы пресса или отсутствием смазки.
Регулярная очистка рабочей зоны от металлической стружки и окалины является обязательным правилом. Даже мелкий фрагмент металла, попавший между пуансоном и матрицей, может вызвать скол режущей кромки или продавливание рабочей поверхности. Современные прессы оснащаются системами автоматической очистки, но визуальный контроль оператором остается необходимым.
Смазка — кровеносная система процесса штамповки. Использование специализированных смазочно-охлаждающих жидкостей (СОЖ) снижает температуру в зоне деформации и уменьшает силу трения. Важно подбирать тип СОЖ в зависимости от обрабатываемого материала. Для нержавеющей стали требуются одни составы, для алюминия — другие. Неправильный выбор смазки может привести к схватыванию металла и заклиниванию инструмента.
Периодический контроль геометрии матрицы с помощью измерительных приборов позволяет выявить износ на ранней стадии. Если износ равномерный и находится в пределах допусков, матрицу можно подвергнуть перешлифовке, восстановив рабочие размеры. Качественные стали позволяют проводить 2-3 такие перешлифовки без потери эксплуатационных свойств, что дополнительно увеличивает экономическую эффективность их использования.
- Ежесменная проверка: осмотр на наличие сколов, трещин и следов перегрева.
- Еженедельное ТО: полная очистка, проверка крепежных элементов, обновление слоя смазки.
- Плановый ремонт: измерение геометрии, при необходимости — перешлифовка или восстановление напыления.
Также стоит упомянуть важность центровки инструмента. Перекос пуансона относительно матрицы создает неравномерное распределение нагрузок, что ведет к одностороннему износу и быстрому выходу из строя. Настройка штампа должна выполняться квалифицированным наладчиком с использованием специальных приспособлений для юстировки.
Будущее отрасли: цифровизация и новые горизонты
Отрасль производства инструментальной оснастки не стоит на месте. В 2026 году все больше производителей внедряют элементы Индустрии 4.0. Цифровые двойники матриц позволяют моделировать процесс штамповки виртуально, предсказывая зоны максимального износа еще до начала физического производства. Это дает возможность оптимизировать конструкцию инструмента, усиливая критические участки или изменяя углы наклона рабочих поверхностей.
Аддитивные технологии (3D-печать металлом) начинают занимать свою нишу в производстве сложных матриц с внутренними каналами охлаждения, которые невозможно получить традиционными методами сверления. Печать из порошковых сплавов позволяет создавать инструменты с градиентной структурой: вязкая сердцевина для сопротивления ударам и сверхтвердая поверхность для износостойкости.
Системы мониторинга состояния инструмента в реальном времени становятся стандартом для крупных производств. Датчики вибрации и акустической эмиссии, установленные на прессе, анализируют характер звука и колебаний в момент удара. Любое отклонение от нормы сигнализирует о начинающемся разрушении матрицы для холодной штамповки, позволяя остановить процесс до катастрофического отказа и брака продукции.
Российский рынок, несмотря на внешние вызовы, демонстрирует высокую адаптивность. Развитие собственной металлургической базы, инвестиции в науку и подготовку кадров создают фундамент для производства конкурентоспособной оснастки. В ближайшей перспективе ожидается дальнейшее снижение зависимости от импортных комплектующих и рост экспорта российских матриц в страны СНГ и Азии, где климатические условия и производственные задачи схожи с отечественными.
Часто задаваемые вопросы (FAQ)
Какой срок службы у стандартной матрицы для холодной штамповки?
Срок службы сильно зависит от материала заготовки и режима работы. Для низкоуглеродистой стали ресурс может составлять от 50 000 до 100 000 циклов для обычных сталей и до 500 000 для порошковых. При работе с нержавейкой или высокопрочными сплавами ресурс снижается в 2-3 раза.
Можно ли восстановить изношенную матрицу?
Да, если износ не привел к образованию глубоких трещин. Методы восстановления включают перешлифовку рабочих поверхностей, наплавку твердыми сплавами с последующей обработкой или повторное нанесение упрочняющих покрытий (PVD/CVD).
Как хранить матрицу в неотапливаемом складе зимой?
Необходимо использовать герметичную упаковку с влагопоглотителями (силикагель). Перед использованием в теплом цехе матрицу следует выдержать в упаковке несколько часов для выравнивания температуры и предотвращения выпадения конденсата. Обязательно нанесение консервационной смазки.
В чем разница между матрицей из стали Х12МФ и порошковой сталью?
Х12МФ — классическая инструментальная сталь с хорошей ударной вязкостью, но ограниченной износостойкостью при высоких нагрузках. Порошковые стали имеют более однородную структуру с мелкими карбидами, что обеспечивает значительно более высокую износостойкость и возможность работы на высоких скоростях, но они дороже и более хрупкие при ударах.
Где купить надежную матрицу с гарантией соответствия ГОСТ?
Рекомендуется обращаться напрямую к специализированным инструментальным заводам или официальным дистрибьюторам с собственной службой технического контроля. Избегайте покупок на непрофильных торговых площадках без предоставления паспортов качества и протоколов испытаний.
Заключение
Выбор и эксплуатация матрицы для холодной штамповки в 2026 году — это сложная инженерная задача, требующая баланса между стоимостью, производительностью и надежностью. Российский рынок предлагает широкий спектр решений, от бюджетных вариантов до высокотехнологичных изделий из порошковых сталей. Ключ к успеху лежит в глубоком понимании технологического процесса, учете местных климатических особенностей и партнерстве с проверенными производителями, такими как компании, предлагающие полный цикл услуг от проектирования до сборки. Инвестиции в качественный инструмент окупаются стабильностью производства, минимизацией брака и долгосрочной экономией ресурсов предприятия.
Технологии не стоят на месте, и те решения, которые казались вершиной инженерной мысли еще вчера, сегодня становятся базовым стандартом. Следите за новинками материалов, внедряйте системы мониторинга и не экономьте на качестве оснастки — ведь именно она формирует будущее вашей продукции.
Источники информации
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт)
- Аналитический портал MetalInfo: обзор рынка инструментальных сталей 2026
- Хабр: сообщество инженеров-технологов, обсуждение проблем штамповки
- Отчеты ведущих металлургических комбинатов РФ о производстве спецсталей
- Каталог промышленного оборудования и оснастки: актуальные цены и характеристики





