Российский промышленный сектор в 2026 году переживает фундаментальную трансформацию, где ключевым элементом производственной цепочки становятся пресс формы для холодной штамповки. В условиях ухода западных поставщиков и необходимости импортозамещения, вопрос выбора качественного оснащения перестал быть просто технической задачей — это стратегическое решение, определяющее выживаемость предприятий. Рынок наполнился новыми игроками из Азии, возрожденными отечественными разработками и сложными схемами реэкспорта, что создает уникальную, но запутанную среду для закупщиков и главных инженеров. Данная статья представляет собой глубокий аналитический обзор текущего состояния рынка, основанный на реальных данных за первый квартал 2026 года, технических спецификациях и практическом опыте эксплуатации в суровых российских климатических условиях.
«Холодная штамповка сегодня — это не просто метод формообразования, а высокотехнологичный процесс, требующий прецизионной точности инструмента. Ошибка в выборе стали для матрицы или пуансона может стоить заводу миллионов рублей простоев», — отмечают ведущие технологи машиностроительных кластеров Татарстана и Свердловской области.
Технологический ландшафт 2026 года: эволюция материалов и конструкций
Современные пресс формы для холодной штамповки претерпели значительные изменения за последние два года. Если ранее отрасль опиралась на стандартные марки инструментальных сталей типа Х12МФ или импортные аналоги D2 и SKD11, то в 2026 году наблюдается четкий тренд на использование порошковых сталей и композитных покрытий. Это обусловлено необходимостью обработки высокопрочных листовых металлов, которые все чаще применяются в автомобильной промышленности и производстве бытовой техники.
Основной вызов, с которым сталкиваются российские производители, — это обеспечение ресурса формы при работе с материалами, имеющими временное сопротивление разрыву свыше 800 МПа. Традиционные решения часто демонстрируют преждевременный износ или выкрашивание рабочих кромок уже после 50–70 тысяч циклов. Новые технологии предполагают использование сталей с дисперсным карбидным упрочнением, таких как отечественные разработки серии “Урал-ПМ” или адаптированные азиатские сплавы с повышенным содержанием ванадия и ниобия.
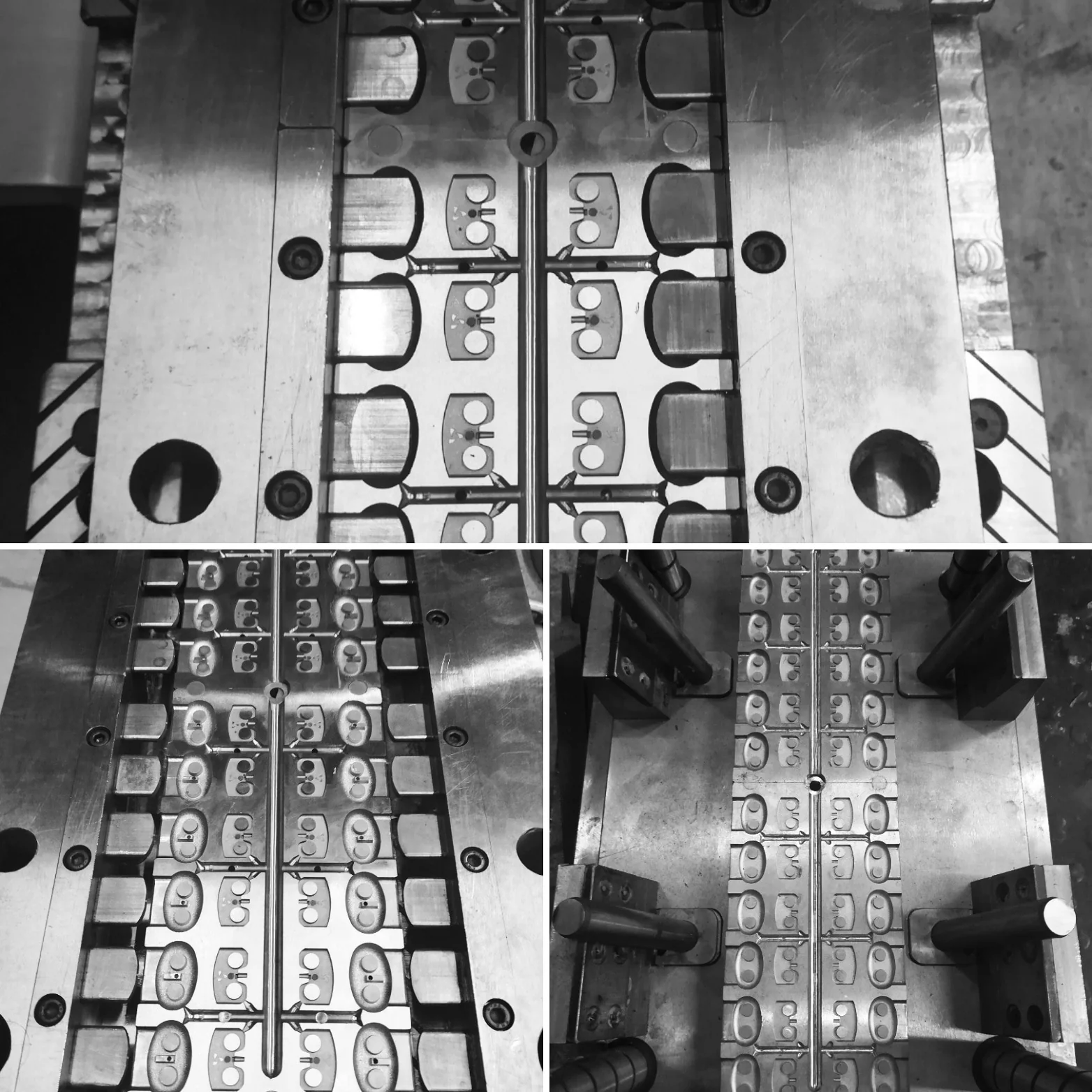
В этом контексте особую роль играют международные партнеры, способные предложить гибкие инженерные решения. Ярким примером такой адаптивности является компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение», специализирующаяся на разработке и производстве прецизионных штамповочных форм и литьевой оснастки. Ориентируясь на технологические инновации, предприятие предлагает комплексные решения полного цикла: от проектирования и обработки пресс-форм до финальной сборки. Их опыт в создании деталей для серверного оборудования, медицинских инструментов, автомобильных компонентов (включая элементы глубокой вытяжки топливных баков) и финансовой техники (корпуса банкоматов) демонстрирует, как современный подход к точному производству позволяет удовлетворять самые жесткие требования различных отраслей. Продукция компании, отличающаяся высокой точностью и отличной адаптивностью, становится важным звеном в цепочке поставок для предприятий электронной, автомобильной и медицинской промышленности, стремящихся к индивидуальному формованию изделий высшего качества.
Ключевые инновации в конструкции оснастки
Инженерная мысль в сфере создания пресс форм для холодной штамповки сместилась в сторону модульности и быстрой смены инструмента (SMED). Предприятия больше не могут позволить себе длительные переналадки линий. Современные комплексы позволяют менять пуансоны и матрицы за 15–20 минут без потери точности центровки. Это достигается за счет внедрения стандартизированных плит-держателей и систем быстрозажимных механизмов, совместимых с большинством кривошипных и гидравлических прессов, находящихся в парке российских заводов.
Еще одним важным аспектом стало применение аддитивных технологий для создания конформных каналов охлаждения внутри тел форм. Хотя холодная штамповка не требует такого интенсивного теплоотвода, как литье под давлением, контроль температуры инструмента критически важен при высоких скоростях работы (более 60 ходов в минуту). Локальный перегрев ведет к изменению зазоров и ухудшению качества реза. Внедрение 3D-печатных вставок из медных сплавов позволяет стабилизировать температурное поле и увеличить стойкость формы на 30–40%.
Параметр
Традиционные решения (2023-2024)
Передовые решения (2026)
Материал рабочей части
Стали типа Х12МФ, D2 (твердость 58-60 HRC)
Порошковые стали (твердость 62-64 HRC), композиты
Средний ресурс до заточки
80 000 – 120 000 циклов
250 000 – 400 000 циклов
Точность изготовления
IT7 – IT8
IT5 – IT6 (прецизионная шлифовка и ЧПУ)
Время переналадки
45 – 90 минут
15 – 25 минут (модульные системы)
Покрытие
Нитрид титана (TiN) или без покрытия
Многослойные PVD-покрытия (AlTiN, CrN) с наноструктурой
Особое внимание в 2026 году уделяется системам мониторинга состояния инструмента. Интеграция датчиков давления и вибрации непосредственно в корпус пресс формы для холодной штамповки позволяет предсказывать износ и предотвращать аварийные ситуации. Такие “умные” формы передают данные в единую систему управления предприятием (MES), сигнализируя о необходимости профилактического обслуживания задолго до появления брака в продукции. Это особенно актуально для крупных серий, где остановка конвейера из-за поломки пуансона несет колоссальные убытки.
Ценовая динамика и факторы формирования стоимости в РФ
Рынок пресс форм для холодной штамповки в России в начале 2026 года характеризуется высокой волатильностью цен. Стоимость готового изделия зависит от множества факторов, среди которых доминирующими являются цена на инструментальную сталь, сложность геометрии детали и объем партии. Анализ предложений от ведущих производителей и дистрибьюторов показывает, что средний чек на стандартную вырубную форму увеличился на 18–22% по сравнению с концом 2024 года.
Основной драйвер роста цен — логистика и таможенные процедуры. Несмотря на развитие внутренних производственных мощностей, значительная часть высококачественной стали и комплектующих (пружин, направляющих колонок, шариковых узлов) все еще импортируется. Удлинение цепочек поставок через третьи страны и колебания курса рубля напрямую влияют на конечную стоимость. Однако стоит отметить, что рост цен на готовые формы ниже, чем рост цен на сырье, благодаря оптимизации производственных процессов российскими заводами-изготовителями.
Структура затрат при заказе оснастки
При формировании бюджета на закупку пресс форм для холодной штамповки необходимо учитывать не только цену самого инструмента, но и сопутствующие расходы. Часто скрытые затраты составляют до 30% от общей суммы проекта. К ним относятся:
Проектирование и КИМ-контроль: Разработка 3D-моделей и технологической документации требует высокой квалификации инженеров. Услуги сторонних бюро проектирования выросли в цене на 25%.
Термообработка и упрочнение: Качественная закалка и нанесение износостойких покрытий — это отдельная статья расходов, экономия на которой недопустима.
Логистика и страхование: Доставка габаритных и тяжелых форм требует специального транспорта и тщательной упаковки для предотвращения повреждений при транспортировке по российским дорогам.
Пусконаладочные работы: Профессиональная приработка формы на прессе заказчика часто включается в стоимость контракта, но может тарифицироваться отдельно.
Экспертное мнение: “Не стоит гнаться за самой низкой ценой при заказе пресс форм для холодной штамповки. Дешевый инструмент, изготовленный из низкокачественной стали с нарушением режимов термообработки, выйдет из строя в три раза быстрее. Суммарная стоимость владения (TCO) такой формы будет значительно выше, чем у премиального аналога”, — предупреждают специалисты отдела закупок крупных автокомпонентных заводов.
Диапазон цен на рынке крайне широк. Простые вырубные формы для тонколистового металла (до 2 мм) малого размера стоят от 150 000 до 300 000 рублей. Сложные прогрессивные штампы для массового производства деталей средней сложности оцениваются в 1,5 – 3 миллиона рублей. Уникальные крупногабаритные формы для автомобилестроения могут достигать стоимости 10–15 миллионов рублей и выше. Важно понимать, что эти цифры актуальны для серийного производства; изготовление единичного экземпляра всегда будет пропорционально дороже из-за отсутствия эффекта масштаба при подготовке производства.
Региональная специфика: адаптация к условиям России
Эксплуатация пресс форм для холодной штамповки в России имеет свои уникальные особенности, продиктованные географическим положением и климатом. Одна из главных проблем — это хранение и транспортировка инструмента в зимний период. Резкие перепады температур при доставке формы с отапливаемого склада производителя в неотапливаемый цех или на открытую площадку могут привести к конденсации влаги и последующей коррозии рабочих поверхностей.
Ведущие российские производители учитывают этот фактор, применяя специальные консервационные составы длительного действия и влагонепроницаемую упаковку с силикагелевыми осушителями. Кроме того, конструктивно формы адаптируются к работе в цехах с нестабильным температурным режимом. Используются материалы с близкими коэффициентами линейного расширения, чтобы минимизировать изменение зазоров между пуансоном и матрицей при колебаниях температуры окружающей среды.
Соответствие стандартам ГОСТ и техническим регламентам
В 2026 году ужесточились требования к сертификации промышленной оснастки. Пресс формы для холодной штамповки, поставляемые для государственных нужд и оборонно-промышленного комплекса, должны строго соответствовать обновленным стандартам ГОСТ Р. Особое внимание уделяется безопасности эксплуатации: наличию защитных экранов, блокировок и систем аварийной остановки, интегрированных в конструкцию штампа.
Также наблюдается тренд на унификацию элементов форм в соответствии с национальными стандартами, что облегчает ремонт и замену изнашиваемых частей. Российские заводы активно переходят на использование отечественных стандартов резьбовых соединений и посадочных мест, отказываясь от дюймовых размеров, характерных для американского и частично азиатского оборудования. Это снижает зависимость от импортных комплектующих и ускоряет процесс восстановления работоспособности инструмента.
Логистическая инфраструктура также играет важную роль. Крупные центры производства форм сосредоточены в Московском регионе, Санкт-Петербурге, Екатеринбурге и Челнах. Доставка в удаленные регионы (Сибирь, Дальний Восток) требует тщательного планирования. Многие поставщики предлагают услуги складского хранения запасных форм на своих базах ближе к потребителю, что позволяет оперативно реагировать на потребности клиентов без ожидания длительной перевозки.
Регион присутствия
Специализация кластеров
Логистические преимущества
Центральный ФО (Москва, Тула)
Высокоточные формы для электроники, автокомпоненты
Развитая сеть доставки, близость к основным потребителям
Северо-Запад (Санкт-Петербург)
Оснастка для судостроения, тяжелой техники
Морские порты для импорта сырья, выход на северные рынки
Урал (Екатеринбург, Челябинск)
Крупногабаритные штампы, металлургия
Металлургическая база, ж/д узлы для доставки в Азию и Сибирь
Поволжье (Казань, Набережные Челны)
Автомобилестроение, прогрессивные штампы
Интеграция с автокластерами, короткие цепочки поставок
Критерии выбора надежного поставщика
Выбор партнера для изготовления пресс форм для холодной штамповки — это многоэтапный процесс, требующий тщательной проверки потенциального исполнителя. В условиях насыщенного предложения и наличия недобросовестных посредников, способность отличить реального производителя от перекупщика становится критическим навыком закупщика.
Первым и главным критерием является наличие собственного парка металлообрабатывающего оборудования. Реальный завод должен располагать современными обрабатывающими центрами с ЧПУ, электроэрозионными станками, координатно-шлифовальным оборудованием и собственным участком термообработки. Отсутствие любого из этих звеньев в цепочке означает передачу работ на аутсорсинг, что неизбежно ведет к росту сроков и снижению контроля качества.
Чек-лист для оценки поставщика
Инженерный потенциал: Наличие штата конструкторов-технологов с опытом работы в конкретной отрасли. Способность предложить оптимизацию конструкции детали для удешевления процесса штамповки.
Контроль качества: Собственная лаборатория или договоренности с аккредитованными центрами для проведения спектрального анализа стали, замера твердости и геометрических параметров на координатно-измерительных машинах (КИМ).
Референс-лист: Наличие успешно реализованных проектов для известных предприятий. Желательно запросить контакты предыдущих заказчиков для получения обратной связи.
Гарантийные обязательства: Четко прописанные условия гарантии на ресурс формы и сроки устранения дефектов. Надежный производитель гарантирует не менее 12 месяцев или определенного количества циклов.
Сервисная поддержка: Возможность оперативного изготовления запасных частей (пуансонов, матриц, пружин) и проведения ремонта в случае поломки.
Важно также обращать внимание на прозрачность ценообразования. Добросовестный поставщик предоставит детализированную калькуляцию, где будут видны затраты на материал, нормо-часы работы оборудования, термообработку и покрытие. Скрытые платежи и размытые формулировки в коммерческом предложении должны служить сигналом к осторожности.
«Мы рекомендуем проводить аудит производства перед заключением крупного контракта. Личный визит на завод позволяет оценить культуру производства, состояние оборудования и квалификацию персонала. Фотографии на сайте часто не соответствуют реальности», — советуют эксперты ассоциации производителей инструментальной оснастки.
Перспективы развития и прогнозы на ближайшую пятилетку
Рынок пресс форм для холодной штамповки в России находится на пороге новых изменений. Ожидается дальнейшее углубление кооперации между металлургическими комбинатами и инструментальными заводами для создания замкнутого цикла производства сталей специального назначения. Государственные программы поддержки промышленного экспорта и импортозамещения будут стимулировать инвестиции в модернизацию парк оборудования.
Цифровизация станет неотъемлемой частью процесса. Внедрение цифровых двойников форм позволит моделировать процессы штамповки виртуально, сокращая время на физическую доводку инструмента. Искусственный интеллект будет использоваться для оптимизации раскроя листа и прогнозирования износа инструмента в реальном времени.
Также ожидается рост спроса на экологичные технологии. Использование смазок на водной основе, отказ от хромсодержащих покрытий и внедрение энергосберегающих процессов термообработки станут обязательными требованиями со стороны крупных международных и российских заказчиков, стремящихся к устойчивому развитию.
Часто задаваемые вопросы (FAQ)
Какой срок изготовления стандартной пресс формы для холодной штамповки в 2026 году?
Средний срок изготовления составляет от 4 до 8 недель в зависимости от сложности конструкции и загрузки производства. Простые вырубные формы могут быть готовы за 2–3 недели, тогда как сложные прогрессивные штампы требуют 2–3 месяцев на проектирование, изготовление и испытания.
Можно ли модернизировать старую импортную форму под новые задачи?
Да, в большинстве случаев возможна модернизация. Специалисты могут заменить изношенные рабочие элементы (пуансоны, матрицы), обновить систему направляющих и установить современные компоненты быстрого зажима. Однако целесообразность модернизации определяется после дефектовки и расчета экономической эффективности.
Какие гарантии предоставляются на ресурс формы?
Гарантийный ресурс обычно оговаривается в договоре и зависит от материала штампуемой заготовки. Для низкоуглеродистых сталей гарантия может составлять до 500 000 циклов, для высокопрочных — от 100 000 до 200 000 циклов. Важным условием является соблюдение правил эксплуатации и регулярное техническое обслуживание.
Работаете ли вы с давальческим сырьем или нужно покупать сталь у вас?
Большинство крупных производителей предпочитают сами закупать сертифицированную инструментальную сталь, чтобы гарантировать качество конечного продукта и нести полную ответственность за ресурс формы. Работа с давальческим сырьем возможна, но часто исключает гарантию на стойкость рабочих элементов, так как производитель не может верифицировать качество предоставленного материала.
Заключение
Выбор и эксплуатация пресс форм для холодной штамповки в современных российских реалиях требует комплексного подхода, глубоких технических знаний и внимательного отношения к деталям. Рынок 2026 года предлагает широкие возможности, но одновременно ставит серьезные вызовы перед инженерами и закупщиками. Успех предприятия зависит от способности найти баланс между стоимостью, качеством и надежностью инструмента. Инвестиции в качественную оснастку от проверенных производителей, адаптированную к местным условиям, окупаются стабильностью производственного процесса, высоким качеством продукции и минимизацией непредвиденных простоев. Будущее за теми, кто готов внедрять инновации, контролировать каждый этап жизненного цикла формы и строить долгосрочные партнерские отношения с поставщиками.