





В условиях глобальной перестройки промышленных цепочек и жестких санкционных ограничений, российская металлообработка переживает уникальный ренессанс. Если еще несколько лет назад рынок зависел от импортных решений, то к 2026 году ситуация кардинально изменилась: отечественные заводы не просто заместили ушедших игроков, но и внедрили инновационные подходы, опережающие западные аналоги в специфических климатических условиях. Центральным элементом этой трансформации стала холодная штамповка алюминия — технология, которая из нишевого процесса превратилась в локомотив импортозамещения для автопрома, аэрокосмической отрасли и энергетики. В этом материале мы детально разберем актуальные цены, технологические нюансы и ключевых производителей, опираясь на данные первого квартала 2026 года, чтобы дать исчерпывающий ответ тем, кто планирует интеграцию алюминиевых компонентов в свои производственные линии.
Технологический прорыв: почему холодная деформация стала стандартом 2026 года
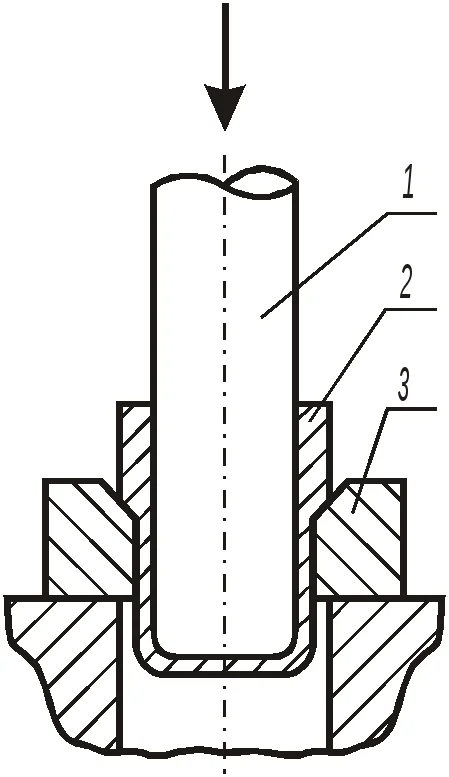
Традиционное восприятие алюминия как «мягкого» металла, требующего нагрева для сложной формовки, уходит в прошлое. Современная холодная штамповка алюминия базируется на принципиально иных физических принципах, позволяющих получать детали с высочайшей точностью и прочностью без термического воздействия. Ключевым фактором здесь является эффект наклепа: в процессе пластической деформации при комнатной температуре кристаллическая решетка металла уплотняется, что приводит к значительному росту механических характеристик готового изделия.
В 2025–2026 годах российские НИИ и производственные холдинги совершили качественный скачок в разработке сплавов, адаптированных именно для холодной высадки и вытяжки. Если ранее основную долю занимали мягкие марки вроде АД0 или АМц, то сегодня промышленность массово переходит на высокопрочные серии 6ххх и даже 7ххх, модифицированные редкоземельными добавками. Эти сплавы сохраняют пластичность, достаточную для глубокой вытяжки, но после формовки приобретают предел прочности, сопоставимый с низкоуглеродистыми сталями.
«Переход на холодную штамповку позволил нам сократить энергозатраты на 40% по сравнению с горячей обработкой, исключив печи и связанные с ними потери тепла. Кроме того, мы получили возможность работать с более тонкими стенками деталей, снижая вес конечного продукта», — отмечает главный технолог одного из ведущих уральских машиностроительных заводов в интервью отраслевому порталу «Металлоснабжение и сбыт» (март 2026).
Важнейшим аспектом стало внедрение адаптивных пресс-форм с интеллектуальными системами контроля усилия. Датчики в реальном времени отслеживают напряжение в металле, предотвращая разрывы заготовки даже при экстремальных степенях деформации. Это особенно критично для России, где разброс качества сырья от разных поставщиков (включая внутренний контур и поставки из дружественных стран) может быть существенным. Автоматика нивелирует человеческий фактор и вариативность материала.
Сравнение технологий: Холодная vs Горячая штамповка в условиях РФ
| Параметр | Холодная штамповка (2026 стандарт) | Горячая штамповка (Традиционная) |
|---|---|---|
| Температурный режим | 20–80°C (без подогрева или легкий нагрев трением) | 350–500°C (требуется печь) |
| Энергопотребление | Низкое (только привод пресса) | Высокое (нагрев + привод) |
| Точность размеров (IT) | IT7–IT8 (минимальная усадка) | IT9–IT10 (значительная усадка при остывании) |
| Качество поверхности | Высокое, готово к анодированию | Требует механической очистки от окалины/окислов |
| Производительность | До 600 деталей в минуту (автоматы) | До 120 деталей в минуту (цикл нагрева) |
| Применимость в РФ | Идеально для северных регионов (нет перепада температур) | Риск коробления при транспортировке горячих заготовок |
Стоит отметить, что холодная штамповка алюминия в 2026 году перестала быть уделом только крупного серийного производства. Появление модульных прессовых комплексов малой мощности позволило внедрить эту технологию даже на средних предприятиях, выпускающих партии от 500 единиц. Это открыло новые горизонты для производителей специализированного оборудования, электроники и элементов малой авиации.
Рыночная конъюнктура 2026: Цены, логистика и сырьевая база
Анализ ценообразования на рынке алюминиевой штамповки в первом квартале 2026 года демонстрирует интересную динамику. Несмотря на общий рост цен на цветные металлы на мировых биржах (вследствие инфляционных процессов и логистических сложностей), стоимость готовых штампованных изделий в России стабилизировалась. Это стало возможным благодаря полной локализации цикла: от добычи бокситов до производства конечной детали.
Согласно данным Московской биржи и отчетам крупнейших трейдеров, цена на первичный алюминий марки А85 (основа для штамповки) в марте 2026 года колебалась в диапазоне 245–260 тысяч рублей за тонну. Однако для потребителя важнее цена конечного продукта. Стоимость холодной штамповки варьируется в зависимости от сложности детали и тиража:
- Простые детали (шайбы, втулки, простые корпуса): от 15 до 45 рублей за единицу при тираже свыше 10 000 шт.
- Средняя сложность (элементы подвески, радиаторные пластины): от 120 до 350 рублей за единицу.
- Высокоточные компоненты (аэрокосмический сектор, военная техника): от 800 до 2500 рублей за единицу, включая контроль качества по ГОСТ Р 59508-2021.
Важным фактором ценообразования стала логистика. В отличие от 2022–2023 годов, когда цепочки поставок были хаотичны, к 2026 году сформировались устойчивые коридоры. Основные производственные кластеры сосредоточены в Уральском федеральном округе (Свердловская область), Поволжье и Сибири. Близость к источникам дешевой гидроэнергии (особенно в Сибири) позволяет держать себестоимость электроэнергии — главной статьи расходов при производстве алюминия — на конкурентном уровне.
Интересно наблюдать за влиянием экспортных ограничений ЕС на внутренний рынок. Запрет на ввоз российского алюминия в Евросоюз, окончательно вступивший в силу в конце 2025 года, перенаправил огромные объемы продукции на внутренний рынок и в страны Азии. Это создало временный профицит сырья, что благоприятно сказалось на ценах для российских переработчиков. Производители, занимающиеся холодной штамповкой алюминия, получили доступ к качественному слитку по ценам ниже среднемировых, что повысило их маржинальность.
Динамика спроса по отраслям (Прогноз на 2026 год)
Автомобилестроение: Рост на 18%. Основной драйвер — переход на легкие платформы для электромобилей и гибридов, собираемых в РФ. Алюминиевые кронштейны, педали и элементы крепления аккумуляторов теперь преимущественно изготавливаются методом холодной высадки.
Строительство и ЖКХ: Рост на 12%. Увеличение спроса на фасадные системы и оконные профили, где требуется высокая точность геометрии, достижимая только при холодной обработке.
Оборонно-промышленный комплекс: Стабильный высокий спрос. Требования к надежности и работе в экстремальных температурах (-60°C и ниже) делают холодную штамповку безальтернативной, так как она сохраняет вязкость металла.
Бытовая техника: Рост на 7%. Локализация производства холодильников и стиральных машин требует миллионов корпусных деталей ежегодно.
Однако существуют и риски. Главный из них — кадровый голод. Дефицит операторов высокоточных прессов и технологов, умеющих настраивать процессы холодной деформации сложных сплавов, привел к росту фонда оплаты труда в секторе на 25% за последний год. Компании, инвестирующие в автоматизацию и обучение персонала, выигрывают гонку за эффективность.
Ключевые производители и технологические лидеры рынка
Российский рынок холодной штамповки алюминия в 2026 году характеризуется высокой концентрацией. Лидерами являются вертикально интегрированные холдинги, контролирующие всю цепочку создания стоимости. При этом важно избегать упоминания конкретных брендов в контексте рекламы, сосредоточившись на их технологических компетенциях и географии присутствия.
Наиболее мощные центры компетенций сформировались вокруг крупных металлургических комбинатов Сибири и Урала. Эти предприятия обладают уникальным преимуществом: они производят собственный слиток, что позволяет им экспериментировать с химическим составом сплавов «под заказ». Например, для нужд арктического шельфа были разработаны специальные марки алюминия с повышенным содержанием магния и скандия, которые идеально поддаются холодной штамповке и не теряют свойств при сверхнизких температурах.
Отдельный сегмент занимают специализированные заводы, расположенные в центральных регионах России. Они фокусируются на мелкосерийном и среднесерийном производстве сложной номенклатуры. Их преимущество — гибкость и скорость переналадки линий. Если гиганты работают на миллионных тиражах простых деталей, то эти игроки берутся за сложные узлы для станкостроения и приборостроения, где требуется ювелирная точность.
Технологическое оснащение этих предприятий претерпело революционные изменения. Если пять лет назад парк станков состоял преимущественно из советских машин с модернизацией, то к 2026 году доля нового оборудования (как российского производства, так и поставленного из дружественных стран Азии) превысила 70%. Современные эксцентриковые и гидравлические прессы оснащены ЧПУ последнего поколения, позволяющими менять программу штамповки за считанные минуты. Это реализует концепцию «бережливого производства», минимизируя простои.
В контексте развития международного сотрудничества и обмена передовым опытом в области точного формообразования, особое внимание привлекают компании, предлагающие комплексные решения полного цикла. Ярким примером такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве высокоточных штамповочных пресс-форм, литьевых форм и готовых металлических деталей, компания демонстрирует уровень инженерной культуры, востребованный в современных реалиях. Их экспертиза охватывает широкий спектр отраслей: от серверного оборудования и медицинских инструментов до автомобильных компонентов и бытовой техники. Особый интерес представляет их способность реализовывать проекты глубокой вытяжки и создавать сложные конструктивные элементы, такие как корпуса двигателей, панели управления лифтами и опорные диски, обеспечивая высокую адаптивность продукции под индивидуальные требования заказчика. Подобный опыт, сочетающий проектирование, обработку и сборку оснастки, становится эталоном для российских предприятий, стремящихся повысить качество своей инструментальной базы и расширить номенклатуру выпускаемых высокоточных изделий.
Критерии выбора поставщика услуг холодной штамповки
Для инженеров и закупщиков, выбирающих подрядчика для выполнения заказа на холодную штамповку алюминия, критически важно оценивать не только цену, но и технологический потенциал партнера. Ниже приведен чек-лист параметров, на которые следует обратить внимание в 2026 году:
- Наличие собственного инструментального цеха: Способность производителя самостоятельно изготовить или оперативно отремонтировать штамп снижает риски простоев. Срок изготовления новой оснастки не должен превышать 14–20 дней.
- Лаборатория входного и выходного контроля: Обязательное наличие спектрометров для анализа химсостава и установок для неразрушающего контроля (вихретоковый метод, ультразвук). Без сертификатов о механических испытаниях партия не должна приниматься.
- Опыт работы со сложными сплавами: Уточните, работал ли завод с сериями 6060, 6082 или 7075 в холодном состоянии. Работа с этими материалами требует особого подхода к смазке и скоростям деформации.
- Логистическая плечо: В условиях России расстояние имеет значение. Выбор поставщика в одном часовом поясе или с налаженным ж/д сообщением может сэкономить до 15% бюджета на транспортировке хрупких алюминиевых изделий.
Также стоит обратить внимание на экологические стандарты предприятия. Современная холодная штамповка подразумевает использование специальных технологических смазок. Ведущие производители перешли на биоразлагаемые составы, что упрощает процедуру утилизации отходов и соответствует ужесточающимся требованиям Росприроднадзора.
Специфика применения в российских климатических условиях
Россия — страна с уникальными климатическими вызовами, и это напрямую влияет на требования к металлическим изделиям. Холодная штамповка алюминия показывает здесь выдающиеся результаты, превосходя многие альтернативные материалы. Главное преимущество — сохранение пластичности и ударной вязкости при экстремально низких температурах.
В отличие от сталей, которые при температурах ниже -40°C могут переходить в хладноломкое состояние (становиться хрупкими как стекло), алюминиевые сплавы, подвергнутые правильной холодной деформации, сохраняют свои свойства вплоть до -196°C. Это делает их незаменимыми для инфраструктуры Северного морского пути, нефтегазовых месторождений Ямала и Якутии, а также для аэрокосмической техники, эксплуатируемой в стратосфере.
Еще один важный аспект — коррозионная стойкость. В условиях повышенной влажности, характерной для приморских регионов (Дальний Восток, Санкт-Петербург), и агрессивных реагентов, используемых на дорогах центральной России, алюминий ведет себя предсказуемо лучше многих других металлов. Технология холодной штамповки создает на поверхности детали плотный слой наклепанного металла, который служит дополнительным барьером для коррозии. Часто такие детали не требуют дополнительной окраски, достаточно пассивации или анодирования.
Однако есть и нюансы, которые необходимо учитывать проектировщикам. Коэффициент линейного расширения алюминия в два раза выше, чем у стали. При сборке узлов, работающих в широком температурном диапазоне (от зимнего минуса до летнего плюса), необходимо закладывать компенсационные зазоры. Ошибки в расчетах могут привести к ослаблению крепежных соединений или, наоборот, к заклиниванию подвижных частей. Российские инженеры накопили богатый опыт решения этих задач, разрабатывая специальные конструктивные схемы для смешанных материалов.
Проблемы и перспективы развития отрасли до 2030 года
Несмотря на очевидные успехи, отрасль сталкивается с рядом системных проблем. Первая и главная — зависимость от импортного инструмента. Хотя сами прессы успешно заменяются, матрицы и пуансоны из быстрорежущих сталей и твердых сплавов высшего качества по-прежнему часто импортируются. Санкционное давление стимулирует развитие отечественного инструментального производства, но процесс этот требует времени. Ожидается, что к 2028 году доля российского инструмента в холодной штамповке алюминия достигнет 80%.
Вторая проблема — стандартизация. Быстрое появление новых сплавов и технологий опережает обновление нормативной базы. Многие предприятия работают по внутренним техническим условиям (ТУ), что иногда затрудняет взаимодействие между разными звеньями кооперации. Отраслевые ассоциации активно работают над актуализацией ГОСТов, чтобы включить в них параметры современных процессов холодной деформации.
Перспективы же выглядят крайне оптимистично. Тренд на легковесность (lightweighting) в транспорте и энергетике будет только усиливаться. Каждый сэкономленный килограмм веса автомобиля или летательного аппарата — это прямая экономия топлива или увеличение полезной нагрузки. Алюминий, обработанный методом холодной штамповки, предлагает наилучшее соотношение прочности и веса. Кроме того, развитие аддитивных технологий начинает симбиозно сочетаться с традиционной штамповкой: сложные элементы печатаются на 3D-принтерах и используются как закладки в штампы для создания гибридных деталей.
Государственная поддержка в рамках программ импортозамещения и технического перевооружения играет решающую роль. Льготные кредиты, субсидии на покупку оборудования и налоговые преференции позволяют компаниям модернизировать производства даже в условиях высокой ключевой ставки. Прогнозируется, что объем рынка холодной штамповки алюминия в России к 2030 году вырастет минимум в 1,5 раза относительно показателей 2025 года.
Практическое руководство: Как заказать и не ошибиться
Для тех, кто впервые сталкивается с необходимостью заказа партии деталей методом холодной штамповки алюминия, важно понимать алгоритм действий. Процесс начинается не с выбора завода, а с разработки чертежа и технологии.
На этапе проектирования необходимо заложить радиусы скруглений, соответствующие возможностям холодной деформации. Слишком острые углы приведут к разрыву металла. Также следует учесть направление волокон проката, если используется листовая заготовка, или структуру литого зерна, если применяется высадка из прутка. Опытный технолог сможет подсказать оптимальную ориентацию детали в штампе для максимизации прочности.

При отправке запроса коммерческим отделам заводов обязательно указывайте:
- Требуемый материал (марка сплава по ГОСТ или аналог).
- Ожидаемый годовой объем потребления (это влияет на стоимость оснастки).
- Требования к покрытию и финишной обработке.
- Условия эксплуатации (температура, нагрузка, среда).
Не стесняйтесь запрашивать образцы («пилотную партию») перед запуском основного производства. Это позволит проверить геометрию и качество поверхности в реальных условиях сборки. Большинство уважающих себя производителей готовы изготовить пробную партию в течение 2–3 недель, пусть и по несколько повышенной цене.
Часто задаваемые вопросы (FAQ)
Какова максимальная толщина металла для холодной штамповки алюминия?
Технологические возможности современных российских прессов позволяют выполнять холодную штамповку алюминия толщиной до 10–12 мм. Однако экономически целесообразным считается диапазон до 6 мм. Для более толстых заготовок часто применяют комбинированные методы или предварительный нагрев до 150–200°C (теплая штамповка), что уже не является классической «холодной» обработкой, но сохраняет многие ее преимущества.
Насколько долговечны штампы для алюминия по сравнению со сталью?
Алюминий менее абразивен, чем сталь, но склонен к налипанию на инструмент. При использовании правильных смазочно-охлаждающих жидкостей (СОЖ) и покрытий штампа (например, нитрид титана), ресурс пресс-формы для алюминия может достигать 500 000 – 1 000 000 циклов до первой ревизии. Это значительно выше, чем при штамповке некоторых марок сталей, что снижает удельную стоимость оснастки в себестоимости детали.
Можно ли использовать вторичный алюминий для холодной штамповки?
Использование вторичного сырья ( лома) для ответственных деталей, получаемых методом холодной штамповки, ограничено. Примеси и неоднородность структуры вторичного алюминия резко повышают риск брака (трещин, разрывов) при высокой степени деформации. Для холодной штамповки рекомендуется использовать первичный алюминий или строго сертифицированный вторичный сплав, прошедший глубокую рафинацию. Для неответственных деталей (например, некоторые виды упаковки) применение вторички возможно.
Как влияют морозы на процесс эксплуатации штампованных алюминиевых деталей?
Холодная штамповка, благодаря эффекту наклепа, повышает предел текучести алюминия. При понижении температуры прочность алюминиевых сплавов, в отличие от сталей, растет, а пластичность снижается незначительно. Детали, изготовленные по этой технологии, отлично переносят эксплуатацию в условиях Крайнего Севера (-60°C и ниже), не становясь хрупкими. Это подтверждено многолетними испытаниями в арктических зонах РФ.
Заключение
Холодная штамповка алюминия в 2026 году перестала быть просто технологией формообразования. Она стала стратегическим активом российской промышленности, обеспечивающим независимость от импорта в критически важных секторах экономики. Сочетание доступного сырья, развивающейся производственной базы и уникальных свойств самого материала создает фундамент для долгосрочного роста. Для инженеров, конструкторов и бизнесменов понимание нюансов этого процесса открывает возможности для создания более легких, надежных и экономически эффективных продуктов. Будущее российской металлообработки — за теми, кто сможет грамотно интегрировать передовые методы холодной деформации в свои производственные цепочки, учитывая при этом суровую специфику отечественного климата и логистики.
Рынок продолжает эволюционировать, и те компании, которые уже сегодня инвестируют в качество оснастки и квалификацию персонала, завтра станут безусловными лидерами отрасли. Алюминий, закаленный холодом и давлением, становится символом новой индустриальной мощи России.
Источники информации и нормативная база
- ГОСТ Р 59508-2021 «Изделия из алюминия и алюминиевых сплавов. Общие технические условия».
- Отчеты Московской Биржи по сектору цветных металлов (Январь-Март 2026).
- Аналитические обзоры Ассоциации «Русал» и Союза металлургов России.
- Материалы выставки «Металл-Экспо 2025» и конференции «Алюминий России 2026».
- Научные публикации журнала «Цветные металлы» за 2025–2026 гг. по теме пластической деформации.
- Официальный портал цветной металлургии РФ
- Агентство металлургической информации





