





В условиях стремительной трансформации российской промышленности к 2026 году, когда импортозамещение перешло из стадии лозунгов в фазу жесткой технологической необходимости, холодная штамповка заготовки становится не просто производственным процессом, а стратегическим активом. Для инженеров, закупщиков и владельцев металлообрабатывающих предприятий понимание нюансов этой технологии сегодня критически важно: от нее зависит себестоимость конечного продукта, его механическая прочность и способность выдерживать экстремальные нагрузки, характерные для климатических зон России. В этом материале мы проведем глубокий анализ рынка холодной объемной штамповки, разберем актуальные ценовые тренды в рублях, рассмотрим влияние новых ГОСТов и ЕАЭС на качество продукции, а также дадим практические рекомендации по выбору поставщиков оборудования и оснастки в текущих реалиях.
«Холодная штамповка — это единственный способ получить деталь с повышенной прочностью без увеличения веса, что в 2026 году становится ключевым фактором конкурентоспособности на внутреннем рынке», — отмечают ведущие технологи машиностроительных кластеров.
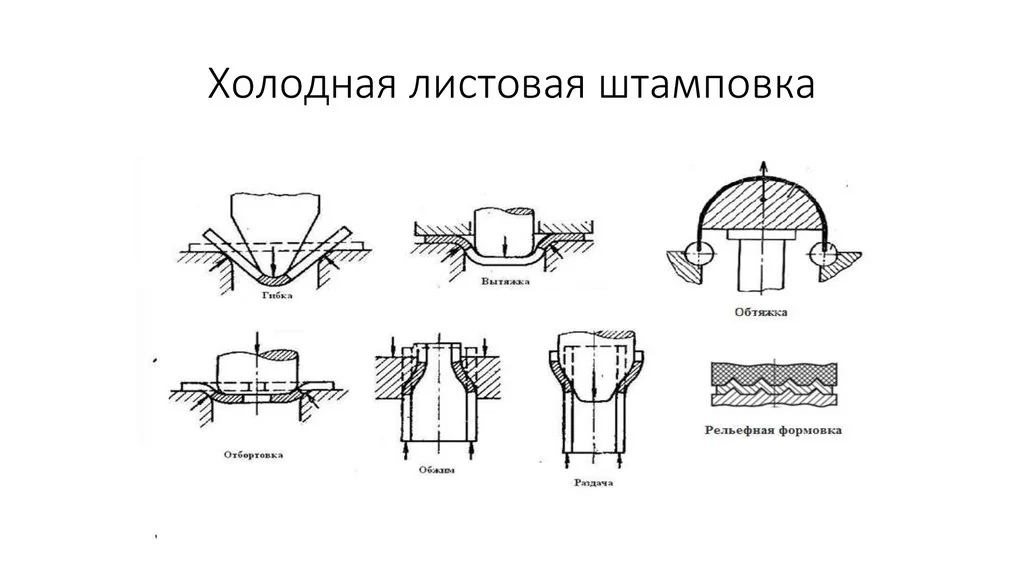
Технологический ландшафт 2026 года: почему холодная деформация выигрывает у горячей
Традиционно российская металлургия опиралась на горячую обработку металлов давлением, однако растущие требования к точности размеров и качеству поверхности вывели холодную штамповку заготовки на первый план. Суть процесса заключается в формоизменении металла при температурах ниже температуры рекристаллизации, обычно при комнатной температуре. Это приводит к явлению наклепа: кристаллическая решетка металла деформируется, дислокации накапливаются, и материал становится значительно прочнее и тверже.
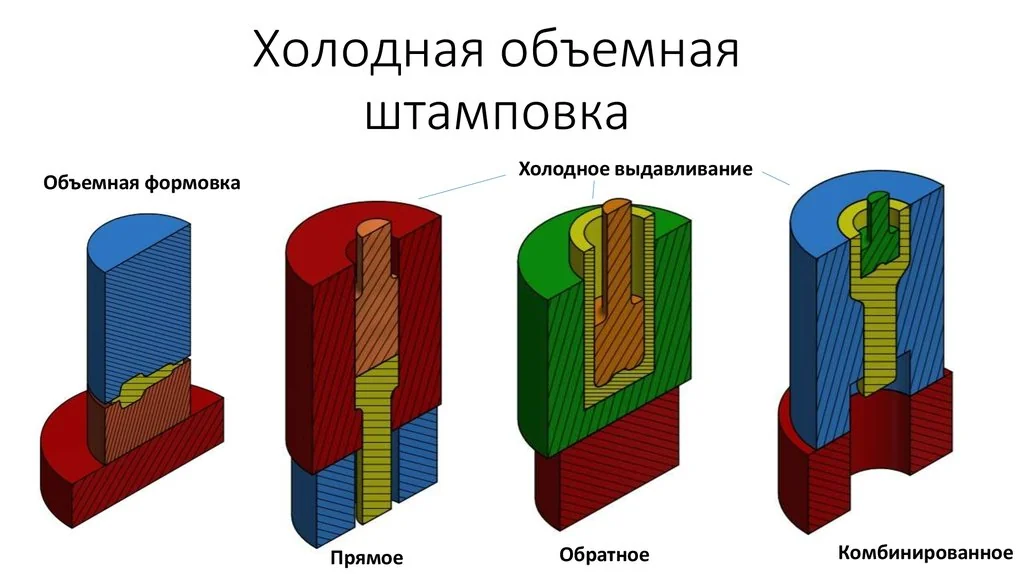
В 2026 году наблюдается четкий тренд на переход к сложным многопереходным операциям. Если ранее холодная штамповка использовалась преимущественно для простых крепежных изделий (болты, гайки, заклепки), то теперь технология позволяет производить высокоточные детали для автомобильной промышленности, авиакосмического сектора и даже бытовой электроники. Ключевым преимуществом остается минимальный расход материала: коэффициент использования металла достигает 95–98%, тогда как при механической обработке на станках ЧПУ потери могут составлять до 40–50% в стружку.
Особое внимание в текущем году уделяется адаптации технологий под российские марки сталей. После ухода ряда западных поставщиков специализированных смазок и инструментальных сталей, отечественные НИИ и частные лаборатории провели масштабную работу по подбору аналогов. Результатом стало обновление технологических карт: теперь холодная штамповка заготовки из сталей марок 08кп, 10, 20, а также легированных 20Х, 40Х требует строгого контроля химического состава фосфатных покрытий. Ошибка в подготовке поверхности ведет к задирам матрицы и браку партии, что в условиях удорожания инструмента становится недопустимой роскошью.
Именно в этом контексте возрастает роль специализированных партнеров, способных предложить не просто изготовление деталей, а полный цикл инженерных решений. Ярким примером такой интеграции является компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве прецизионных штамповочных пресс-форм и готовых металлических компонентов, предприятие успешно закрывает потребности самых требовательных секторов: от серверного оборудования и медицинских инструментов до автомобильных узлов и финансовой техники. Их опыт в создании сложных изделий глубокой вытяжки, таких как элементы топливных баков или корпуса светодиодных светильников, а также высокоточных деталей для банкоматов и лифтовых панелей, демонстрирует, как современный подход к проектированию оснастки позволяет достигать исключительной адаптивности продукции. Комплексные решения «под ключ» — от проектирования формы до финальной сборки — становятся стандартом для компаний, стремящихся минимизировать риски и обеспечить стабильное качество в условиях дефицита квалифицированных кадров.
Сравнение методов формообразования: экономика процесса
Для принятия взвешенного решения о внедрении или расширении мощностей холодной штамповки необходимо четко понимать экономическую целесообразность по сравнению с альтернативами. Ниже приведены усредненные данные по себестоимости производства партии в 10 000 единиц типовой детали (например, пальца шарнира или элемента крепления).
| Параметр сравнения | Холодная объемная штамповка | Токарная обработка (ЧПУ) | Горячая штамповка |
|---|---|---|---|
| Расход материала (%) | 2–5% (отходы минимальны) | 30–50% (стружка) | 5–10% (угар, окалина) |
| Производительность (шт/час) | До 300–600 (автоматы) | 20–40 (зависит от сложности) | 100–200 |
| Механические свойства | Повышенная прочность (наклеп) | Соответствуют исходному прутку | Сниженная прочность (требуется термообработка) |
| Точность размеров (класс) | IT7–IT9 (чистовая) | IT6–IT7 | IT11–IT14 (требуется мехобработка) |
| Себестоимость единицы (руб., 2026) | Низкая (при больших сериях) | Высокая | Средняя |
Как видно из таблицы, холодная штамповка заготовки демонстрирует наилучшие показатели именно в массовом производстве. Однако входной порог здесь высок: стоимость проектирования и изготовления пресс-формы может достигать нескольких миллионов рублей. Поэтому метод рентабелен только при тиражах от 5–10 тысяч штук. Для мелкосерийного производства в 2026 году все чаще применяется гибридный подход: первоначальная формовка холодной высадкой с последующей минимальной механической обработкой.
Ценовая конъюнктура и рынок оборудования в РФ
Рынок оборудования для холодной штамповки в России претерпел значительные изменения к началу 2026 года. Если ранее доминировали немецкие (Schuler, Hatebur) и японские (Nedschroef, хотя бренд голландский, технологии часто ассоциируются с азиатским качеством) линии, то сейчас вектор сместился в сторону отечественных разработок и машин из дружественных стран. Цены на новое оборудование выросли в среднем на 35–40% по сравнению с 2024 годом, что связано как с логистическими плечами, так и с усложнением конструкции самих автоматов.
Стоимость типового горизонтального автомата холодной высадки (АХВ) российского производства с усилием 100–160 тонн стартует от 12–15 миллионов рублей. Импортные аналоги, поставляемые по параллельному импорту или напрямую из Китая (бренды второго эшелона, адаптированные под российские ТУ), обходятся в 18–25 миллионов рублей. При этом важно учитывать не только цену станка, но и стоимость оснастки. Комплект пуансонов и матриц из быстрорежущей стали Р6М5 или твердого сплава ВК8 может стоить от 300 до 800 тысяч рублей в зависимости от сложности профиля.
Отдельного внимания заслуживает рынок сырья. Цена на холодноголовочный прокат (катанку) диаметром от 6 до 20 мм в центральных регионах России колеблется в диапазоне 85 000 – 110 000 рублей за тонну с учетом НДС. Ключевым фактором ценообразования здесь является качество поверхности и однородность структуры металла. Для ответственных деталей, работающих в узлах трения или под динамической нагрузкой, предприятия готовы переплачивать до 15% за металл, прошедший дополнительную калибровку и имеющий гарантированное содержание неметаллических включений.
Важно: В 2026 году наблюдается дефицит высококачественного инструмента для холодной штамповки. Срок ожидания изготовления сложных матриц у российских инструментальных заводов увеличился с 4 до 8–10 недель. Рекомендуется планировать закупку оснастки заранее и создавать страховой запас пуансонов для критических операций.
Факторы, влияющие на итоговую стоимость детали
При расчете экономики проекта нельзя ограничиваться только стоимостью металла и амортизацией станка. Холодная штамповка заготовки — процесс энергоемкий и требовательный к квалификации персонала. В структуру себестоимости входят:
- Подготовка сырья: травление, фосфатирование, мыление. Без качественной смазочной пленки невозможна стабильная работа автомата. Расходы на химикаты составляют около 3–5% от себестоимости детали.
- Промежуточные отжиги: при высокой степени деформации (более 40–50%) металл теряет пластичность и требует рекристаллизационного отжига. Это дополнительная операция, увеличивающая цикл производства и энергозатраты.
- Контроль качества: внедрение систем автоматического визуального контроля (камеры машинного зрения) на выходе автомата стало стандартом для крупных игроков. Это снижает процент брака, но увеличивает капитальные затраты.
- Логистика и складирование: учитывая размеры партий, расходы на хранение и внутреннюю транспортировку могут быть существенными.
Анализ форумов инженеров (Habr, специализированные разделы на промышленных порталах) показывает, что главной болью производителей в 2026 году является не отсутствие оборудования, а нехватка технологов, способных грамотно составить маршрут движения металла. Ошибка в выборе последовательности переходов (высадка, прошивка, калибровка, накатка резьбы) ведет к быстрому износу дорогостоящей оснастки.
Нормативное регулирование и стандарты GOST/EAEU в 2026 году
Российский рынок металлоизделий в 2026 году функционирует в условиях ужесточенного нормативного контроля. Обновленные требования Евразийского экономического союза (ЕАЭС) и национальные стандарты ГОСТ Р предъявляют беспрецедентные требования к безопасности и прослеживаемости продукции. Для производителей, использующих холодную штамповку заготовки, это означает необходимость строгого соответствия новым техническим регламентам.
Ключевым документом остается ГОСТ 1759.0-87 (Болты, винты, шпильки и гайки. Технические условия), однако в 2025–2026 годах в него были внесены существенные дополнения, касающиеся методов неразрушающего контроля и требований к микроструктуре металла после деформации. Особое внимание уделяется отсутствию надрывов и трещин в зонах максимальных напряжений (галтели, переходные участки). Теперь наличие таких дефектов, даже микроскопических, выявленных при выборочной металлографии, является основанием для браковки всей партии.
Система сертификации также претерпела изменения. С 1 января 2026 года усилен контроль за выдачей деклараций соответствия. Лаборатории, проводящие испытания, обязаны иметь аккредитацию в национальной системе Росаккредитации. Сертификаты, выданные в других странах ЕАЭС без дублирования испытаний в российских лабораториях, могут быть признаны недействительными для реализации на территории РФ через маркетплейсы (Ozon, Wildberries) и в сегменте B2B с госучастием.
Требования к маркировке и прослеживаемости
В рамках борьбы с контрафактом и обеспечения безопасности критической инфраструктуры, внедряется система цифровой маркировки для определенных групп метизов и штампованных деталей. Хотя массовый переход еще идет, крупные заказчики (автозаводы, энергетические холдинги) уже требуют нанесения Data Matrix кодов на транспортную упаковку, содержащих информацию о:
- Марке стали и номере плавки.
- Дате производства и номере смены.
- Параметрах проведенного контроля качества.
- Режиме термообработки (если применялась).
Это накладывает отпечаток на организацию производства: холодная штамповка заготовки должна вестись с фиксацией всех параметров процесса в реальном времени. Автоматы нового поколения оснащаются интерфейсами для передачи данных в единую систему учета предприятия (ERP), что позволяет автоматически формировать паспорт качества на каждую партию.
«Игнорирование требований по прослеживаемости в 2026 году равносильно добровольному выходу из числа поставщиков первого эшелона. Крупный заказчик просто не примет продукцию без цифрового следа», — предупреждают эксперты отрасли.
Локализация и адаптация к российским условиям эксплуатации
Россия — страна с уникальными климатическими вызовами. Детали, произведенные методом холодной штамповки, часто эксплуатируются в условиях экстремально низких температур (до -60°C в северных регионах) или агрессивных сред. Это диктует особые требования к выбору материала и технологии.
Проблема хладноломкости стоит особенно остро. Наклеп, возникающий при холодной деформации, повышает предел текучести, но может снижать ударную вязкость. Для работы в условиях Севера и Арктики производители вынуждены применять специальные режимы отпуска после штамповки, чтобы снять внутренние напряжения, сохранив при этом высокую прочность. Используются стали с нормируемой ударной вязкостью при отрицательных температурах (например, модификации сталей с добавлением никеля или микролегирование ниобием и ванадием).
Логистика также играет важную роль. В условиях разрыва логистических цепочек с Европой, предприятия переориентируются на внутренних поставщиков инструмента и расходников. Это стимулирует развитие собственной инструментальной базы. Многие крупные заводы создают участки по производству пуансонов и матриц внутри контура, что снижает зависимость от внешних факторов и сокращает время переналадки линий.
Перспективные направления развития
Анализ тенденций показывает несколько векторов развития технологии холодной штамповки в России на ближайшие годы:
- Комбинированные процессы: совмещение холодной высадки с последующей накаткой резьбы или калибровкой в одном цикле на многопозиционных автоматах.
- Использование нетрадиционных материалов: попытки холодной штамповки алюминиевых сплавов и титана для авиастроения, что требует создания специальных смазок и прецизионного инструмента.
- Цифровизация: внедрение систем предиктивной аналитики для прогноза износа инструмента. Датчики усилия и вибрации позволяют остановить автомат до момента поломки пуансона, спасая дорогостоящую матрицу.
Для малого и среднего бизнеса открываются ниши в производстве нестандартного крепежа и мелких деталей сложной формы, где крупным игрокам невыгодно переналаживать линии. Гибкость и скорость реакции становятся здесь главными конкурентными преимуществами.
Практическое руководство: как выбрать подрядчика или оборудование
Если вы планируете организовать участок холодной штамповки или ищете поставщика готовых изделий, обратите внимание на следующие критерии. Они помогут отсеять ненадежных партнеров и избежать финансовых потерь.
1. Аудит технологической документации. Попросите показать технологический процесс. Грамотный производитель всегда имеет подробную карту с указанием степени деформации на каждом переходе, видов смазки и режимов термообработки. Отсутствие такой документации — красный флаг.
2. Проверка лабораторной базы. Наличие собственной лаборатории металлографии и механических испытаний обязательно. Производитель должен уметь оперативно проверить твердость, провести пробный разрыв и оценить микроструктуру. В 2026 году возможность предоставить протокол испытаний «здесь и сейчас» ценится выше красивых презентаций.
3. Оценка парка оборудования и компетенций. Обратите внимание не только на возраст станков, но и на способность компании решать нестандартные задачи. Опыт работы в смежных высокотехнологичных отраслях (медицина, электроника, автопром) часто свидетельствует о более высоком уровне культуры производства и контроля качества.
4. Репутация и отзывы. Изучите опыт работы с похожими деталями. Холодная штамповка — процесс специфичный. Успешное производство болтов не гарантирует качество изготовления сложных фасонных деталей. Ищите кейсы, максимально близкие к вашей задаче.
| Критерий выбора | Признак надежности | Тревожный сигнал |
|---|---|---|
| Документация | Наличие утвержденных техпроцессов и карт контроля | Работа «по памяти» или отсутствие чертежей оснастки |
| Контроль качества | Своя лаборатория, сертификаты на каждую партию | Отправка образцов в сторонние лаборатории с задержкой |
| Инструмент | Штамп собственного производства или проверенный партнер | Зависимость от единственного внешнего поставщика без страхового запаса |
| Гарантии | Четкие условия возврата брака и ответственности | Размытые формулировки в договоре |
Заключение
Холодная штамповка заготовки в 2026 году — это высокотехнологичный сектор, находящийся на подъеме благодаря государственной поддержке и потребностям реального сектора экономики. Несмотря на сложности с поставками отдельного вида оснастки и рост цен на энергоносители, технология сохраняет лидирующие позиции по эффективности и качеству выпускаемой продукции. Успех в этом бизнесе теперь зависит не столько от наличия станков, сколько от компетенции инженеров-технологов, способности адаптироваться к новым стандартам и выстраивать надежные цепочки поставок сырья. Для тех, кто готов инвестировать в качество и соблюдение нормативов, российский рынок открывает огромные возможности для роста.
Часто задаваемые вопросы (FAQ)
Вопрос: Каков минимальный тираж для рентабельности холодной штамповки в 2026 году?
Ответ: Экономический порог входа зависит от сложности детали и стоимости оснастки. Для простых изделий (крепеж) рентабельность достигается при партиях от 5 000 штук. Для сложных фасонных деталей с дорогой пресс-формой минимальная партия может составлять 1 000 – 2 000 единиц, но цена за штуку будет существенно выше.
Вопрос: Можно ли использовать китайскую сталь для холодной высадки ответственных деталей?
Ответ: Использование китайского проката возможно, но требует входного контроля каждой плавки. Китайские стали часто имеют разброс по химическому составу и содержанию неметаллических включений, что критично для холодной деформации. Рекомендуется заключать договоры с жесткими требованиями к сертификатам и проводить дополнительные испытания на растяжение и осадку перед запуском в производство.
Вопрос: Какие сроки изготовления пресс-формы в России сейчас?
Ответ: Средний срок изготовления комплекта пуансонов и матриц средней сложности составляет 6–8 недель. Для сложных многопереходных инструментов срок может увеличиваться до 10–12 недель из-за высокой загрузки инструментальных цехов и дефицита некоторых марок инструментальной стали.
Вопрос: Требуется ли обязательная сертификация для всех штампованных изделий?
Ответ: Не для всех. Обязательная сертификация или декларирование требуется для изделий, используемых в опасных производственных объектах, строительстве и автомобилестроении (подтверждение соответствия техническим регламентам Таможенного союза). Для общепромышленного крепежа и метизов часто достаточно наличия заводского паспорта качества и сертификата на металл, но требования конкретных заказчиков могут быть строже законодательных минимумов.





