





В условиях стремительной индустриализации российской экономики 2026 года, когда вопрос импортозамещения перешел из разряда лозунгов в плоскость жесткой производственной необходимости, выбор технологии формообразования металла стал критически важным для выживания предприятий. Инженеры и закупщики металлообрабатывающих цехов все чаще сталкиваются с дилеммой: холодная штамповка или гибка — что станет фундаментом для новой производственной линии? Этот выбор больше не определяется только стоимостью оборудования; сегодня на чашу весов ложатся доступность оснастки в условиях санкционного давления, скорость переналадки под новые ГОСТы и способность технологии адаптироваться к маркам стали, доступным на внутреннем рынке. В этой статье мы проведем глубокий технический анализ, опираясь на данные за первый квартал 2026 года, чтобы помочь вам принять взвешенное решение.
«Переход от потребительского импорта к промышленному суверенитету требует не просто замены станков, а переосмысления самих процессов. Там, где раньше стоял европейский пресс, теперь должна работать связка российского ЧПУ и адаптивной автоматики», — отмечает ведущий аналитик Ассоциации производителей станкоинструментальной продукции по итогам выставки «Металлообработка-2026».
Технологический раскол 2026 года: суть процессов и эволюция
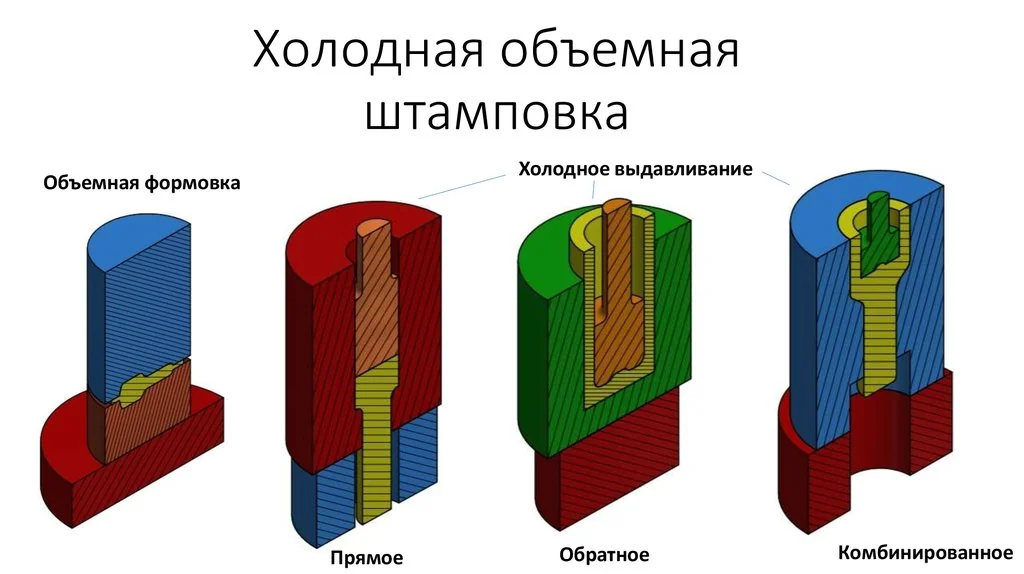
Чтобы понять, почему вопрос холодная штамповка или гибка стоит так остро именно сейчас, необходимо вернуться к физике процессов. Холодная штамповка — это метод получения деталей из листового металла путем пластической деформации в штампах без предварительного нагрева заготовки. Ключевая особенность здесь — массовость. Штамповка экономически оправдана только при больших сериях, где стоимость дорогостоящей оснастки (штампа) распределяется на тысячи единиц продукции. В 2026 году, с внедрением новых сплавов отечественного производства, требования к прочности штампов возросли многократно.
Гибка, в свою очередь, представляет собой процесс придания листу пространственной формы путем изгиба вдоль прямой оси. Это операция, которая доминирует в мелкосерийном и среднесерийном производстве. Современные листогибочные прессы с ЧПУ, оснащенные системами адаптивного контроля угла гиба, позволяют менять программу за считанные минуты. Если штамповка требует недели на изготовление нового пуансона и матрицы, то гибка требует лишь загрузки нового файла в контроллер.
Российский рынок в 2026 году демонстрирует интересный парадокс. С одной стороны, оборонный заказ и строительство инфраструктуры требуют миллионов одинаковых крепежных элементов, кронштейнов и корпусных деталей, что толкает инженеров в сторону штамповки. С другой стороны, высокая волатильность спроса и необходимость быстрой адаптации под меняющиеся технические задания делают гибку безальтернативным выбором для 70% гражданских предприятий. Статистика показывает, что внедрение роботизированных ячеек гибки выросло на 45% по сравнению с 2024 годом, тогда как парк тяжелых штамповочных автоматов увеличился лишь на 12%, преимущественно за счет модернизации советского фонда.
Фактор материала: поведение российских сталей
Нельзя игнорировать материал, с которым приходится работать. После ухода западных поставщиков специфических марок стали, российские металлурги предложили альтернативы, которые ведут себя иначе при деформации. Сталь марки 09Г2С и новые аналоги европейских S355, производимые на комбинатах Урала и Сибири, имеют повышенный предел текучести. При холодной штамповке это создает колоссальные нагрузки на инструмент, приводя к его преждевременному износу или даже разрушению, если не соблюдены радиусы скруглений.
При гибке таких материалов критически важным становится учет эффекта «пружинения» (springback). Российские операторы в 2026 году активно используют системы лазерного сканирования угла гиба в реальном времени, которые автоматически компенсируют упругую деформацию. Это стало возможным благодаря интеграции отечественных систем машинного зрения в контроллеры станков. В штамповке же компенсация пружинения закладывается в геометрию самого штампа, что делает исправление ошибок крайне затратным мероприятием.
| Параметр сравнения | Холодная штамповка | Листогибка (Гибка) |
|---|---|---|
| Подготовка производства | Высокая (изготовление штампа: 2–6 недель) | Минимальная (программирование ЧПУ: 15–40 минут) |
| Экономия на масштабе | Высокая при тиражах от 5000 шт. | Эффективна при тиражах от 1 до 2000 шт. |
| Точность размеров | IT8–IT9 (высокая повторяемость) | IT10–IT11 (зависит от оператора и компенсации) |
| Стоимость единицы (при малой серии) | Критически высокая (амортизация штампа) | Низкая |
| Гибкость номенклатуры | Низкая (одна деталь — один штамп) | Максимальная (быстрая переналадка) |
| Требования к квалификации | Высокие (наладчик штампов) | Средние (оператор ЧПУ с базовой подготовкой) |
Экономика процесса: расчет точки безубыточности в реалиях 2026 года
Главный аргумент в споре холодная штамповка или гибка всегда упирается в деньги. Однако формула расчета окупаемости в России кардинально изменилась. Раньше основным фактором была стоимость часа работы станка. Сегодня ключевой переменной стала стоимость и срок изготовления оснастки. Цены на твердосплавные штампы, произведенные в РФ, выросли на 35% за последний год из-за удорожания порошков и электроэрозионного оборудования.
Рассмотрим типичный кейс: производство корпусов для электрощитового оборудования. Тираж — 3000 штук в год с возможностью изменения конструкции в середине цикла.
- Вариант со штамповкой: Стоимость комплекта штампов составляет около 2,5 млн рублей. Срок изготовления — 45 дней. Себестоимость одной детали (металл + амортизация + энергия) — 150 рублей. Итого стартовые инвестиции огромны, а риск того, что конструкция изменится и штамп пойдет в лом, крайне высок.
- Вариант с гибкой: Стоимость подготовки программы и приладки — 5000 рублей. Себестоимость одной детали — 280 рублей (более медленный цикл). Итого стартовые инвестиции минимальны.
Простой математический расчет показывает, что точка безубыточности для данного тиража находится примерно на отметке 14 000 деталей. Поскольку плановый тираж всего 3000, гибка является безальтернативно выгодным решением. Штамповка начнет окупаться только если предприятие гарантирует выпуск более 15–20 тысяч единиц идентичной продукции ежегодно без изменений в конструкции.
Однако есть нюанс, характерный для 2026 года. Российские предприятия научились использовать модульные штампы и универсальную оснастку, что несколько размывает границы. Тем не менее, для сложной пространственной формовки с вытяжкой (deep drawing), которую невозможно выполнить гибкой, штамповка остается единственным технологическим окном. Здесь экономика диктуется не желанием, а физической невозможностью альтернативы.
Именно в таких сложных случаях, требующих высочайшей точности и надежности оснастки, на помощь приходят специализированные международные партнеры, адаптировавшие свои решения под новые реалии. Например, компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение», специализирующаяся на разработке и производстве прецизионных штамповочных пресс-форм, предлагает комплексные решения для задач, где традиционные методы гибки недостаточны. Их опыт в создании инструментов для глубокой вытяжки (включая компоненты автомобильных топливных баков), корпусов серверного оборудования, медицинских изделий и деталей финансовой техники (банкоматы) демонстрирует, как современная инженерия позволяет преодолевать ограничения материала. Продукция компании, охватывающая всё от проектирования до сборки, отличается высокой адаптивностью к различным маркам стали и способна обеспечить ту самую точность (IT8–IT9), которая критична для массового производства ответственных узлов, будь то направляющие системы или элементы бытовой техники.
Влияние логистики и сроков поставки
В условиях, когда цепочки поставок растянуты, фактор времени становится деньгами. Заказ штампа в Китае или попытка найти свободного исполнителя в Москве может занять месяцы. Листогибочный станок, даже самый сложный, готов к работе сразу после доставки и пусконаладки. Это дает производству невероятную маневренность. Возможность запустить партию деталей «вчера» часто перевешивает потенциальную экономию 20 рублей на единице продукции, которую даст штамповка в будущем.
Более того, складские запасы готовой продукции становятся обузой. Стратегия «точно в срок» (Just-in-Time), адаптированная под российские реалии, требует производить ровно столько, сколько нужно заказчику сегодня. Гибка идеально ложится в эту концепцию, позволяя избегать затоваривания склада ненужными деталями, изготовленными дорогим штампом.
Технические ограничения и качество поверхности
Выбирая между методами, нельзя забывать о качестве конечного продукта. Холодная штамповка обеспечивает высочайшую повторяемость. Деталь, сошедшая с конвейера в начале смены, будет идентична детали, сделанной в конце. Поверхность изделия гладкая, без следов инструмента, если матрица полирована должным образом. Это критически важно для видимых частей бытовой техники, автомобильных кузовных панелей и декоративных элементов.
Гибка оставляет следы контакта пуансона и матрицы на внешнем радиусе гиба. На современных станках с полированными инструментами и использованием защитных пленок этот эффект минимизирован, но полностью устранить его невозможно. Кроме того, при гибке толстолистового металла (более 10 мм) могут возникать микротрещины в зоне растяжения, особенно на сталях с высоким содержанием углерода. Штамповка с правильно рассчитанными радиусами и смазкой позволяет избежать этого риска за счет более равномерного распределения деформации.
Еще один важный аспект — возможность создания сложных геометрических форм, таких как ребра жесткости, отбортовки, пробивка отверстий различной формы за один ход пресса. Штамповка делает это легко и быстро. Для реализации аналогичного функционала на гибочном прессе потребуется множество переходов, использование специальных инструментов (например, зиг-инструментов) или дополнительная операция пробивки на отдельном станке, что увеличивает себестоимость и время цикла.

Экспертное мнение: «В 2026 году мы наблюдаем ренессанс комбинированных технологий. Лазерно-гибочные центры, которые сначала вырезают контур, а затем сразу же выполняют гибку на том же столе, становятся стандартом для средних предприятий. Это убивает транспортные потери и исключает ошибку базирования. Но для миллионных тиражей классическая холодная штамповка остается королевой производительности».
Адаптация к российскому климату и стандартам GOST
Россия — страна с экстремальными климатическими условиями, и это напрямую влияет на выбор технологии. Металлоконструкции, работающие на Севере или в Сибири, подвергаются циклическим нагрузкам при температурах до -60°C. В таких условиях критически важна усталостная прочность материала.
Холодная штамповка, вызывая наклеп материала в зонах деформации, может как повышать прочность, так и снижать вязкость разрушения, делая металл хрупким на морозе. Требуется тщательный подбор режимов и последующая термообработка, что усложняет процесс. Гибка, особенно с большими радиусами, менее агрессивно воздействует на структуру металла, сохраняя его ударную вязкость. Однако здесь важно строго соблюдать требования ГОСТ Р 57837-2017 и новых отраслевых стандартов 2025 года, регламентирующих минимальные радиусы гиба для различных марок сталей северного исполнения.
Кроме того, оборудование должно само быть адаптировано к условиям эксплуатации. Гидравлические системы штамповочных прессов чувствительны к вязкости масла на морозе. Российские производители в 2026 году массово внедряют системы предпускового подогрева гидравлики и используют специальные морозостойкие жидкости. Листогибочные прессы с электрическим приводом оказываются более устойчивыми к низким температурам в неотапливаемых цехах, что дает им преимущество в регионах с суровым климатом.
Кадровый вопрос: кого легче найти?
Дефицит квалифицированных кадров — бич российской промышленности последних лет. Найти грамотного наладчика сложных прогрессивных штампов — задача почти невыполнимая без огромных зарплатных предложений. Эти специалисты — штучный товар, их готовили еще в советское время или они прошли долгий путь ученичества.
Операторы листогибочных прессов с ЧПУ — более массовая категория. Современные интерфейсы станков, многие из которых теперь полностью русифицированы и имеют интуитивно понятную графику, позволяют обучить базовому управлению человека со средним техническим образованием за 2–3 месяца. Системы автоматического позиционирования заднего упора и программные помощники по расчету разверток берут на себя большую часть интеллектуальной нагрузки. Поэтому для многих регионов России выбор в пользу гибки продиктован простой доступностью персонала.
Будущее за гибридными решениями и аддитивными технологиями
Дихотомия холодная штамповка или гибка постепенно размывается появлением новых технологий. Аддитивное производство (3D-печать металлом) начинает занимать нишу сверхмалых серий и прототипирования, где ни штамповка, ни гибка неэффективны из-за дороговизны оснастки или невозможности реализации формы. Однако для массового сегмента будущее за синергией.
Российские инженеры разрабатывают гибочно-штамповочные комплексы, где основная форма придается гибкой, а локальные элементы (отверстия, жалюзи, мелкие отбортовки) формируются встроенными штамповочными головками. Такие машины, разработанные в сотрудничестве с институтами РАН и внедренные на заводах в Татарстане и Челябинской области, показывают эффективность на 30% выше традиционных линий.
Также стоит отметить роль искусственного интеллекта в оптимизации процессов. Системы на базе YandexGPT и отечественных промышленных нейросетей теперь анализируют чертежи и автоматически предлагают оптимальный маршрут: какие элементы выгоднее отштамповать, а какие согнуть. Это снижает влияние человеческого фактора и позволяет находить неочевидные экономические решения.
Практическое руководство по выбору для российского бизнеса
Итак, как принять окончательное решение? Используйте следующий алгоритм, актуальный для рынка РФ в 2026 году:
- Оцените тираж: Если планируется выпуск менее 5000 идентичных деталей в год — выбирайте гибку. Если более 20 000 — рассматривайте штамповку. В диапазоне 5000–20 000 проводите детальный экономический расчет с учетом стоимости оснастки.
- Анализируйте сложность геометрии: Есть ли глубокая вытяжка, сложные рельефы? Если да, и гибкой это не сделать без сварки нескольких частей — нужна штамповка. Сварка увеличивает трудоемкость и снижает герметичность/прочность.
- Учтите динамику рынка: Насколько часто меняется дизайн изделия? В условиях высокой турбулентности гибка дает страховку от устаревания оснастки.
- Проверьте доступность материала: Работаете ли вы с тонколистовой сталью (до 3 мм) или с толстым листом? Для толстых листов мощные прессы для гибки часто доступнее и дешевле в обслуживании, чем тяжелые штамповочные автоматы.
- Кадровый потенциал: Есть ли у вас в штате или в регионе доступа к наладчикам штампов? Если нет — гибка снизит операционные риски.
Не забывайте про сервисную поддержку. Рынок запасных частей для штамповочного оборудования в России все еще формируется. Листогибочные прессы, особенно отечественных брендов, имеют более развитую сеть сервисных центров и доступный склад запчастей (гидравлика, электроника, инструмент).
Заключение
Вопрос холодная штамповка или гибка не имеет универсального ответа. В 2026 году российская промышленность движется по пути разумного сочетания этих технологий. Гибка захватывает лидерство в сегменте оперативного реагирования, малого и среднего бизнеса, а также в производстве уникальных конструкций. Холодная штамповка сохраняет свои позиции там, где важны миллионные тиражи, высочайшая точность и сложная формовка, недоступная другим методам.
Успех предприятия теперь зависит не от наличия «самого дорогого станка», а от грамотного технологического аудита и умения гибко перестраивать производственные цепочки. Те, кто поймет эту новую логику и сможет эффективно комбинировать оба метода, используя преимущества каждого, станут лидерами рынка в эпоху нового промышленного суверенитета России.
Часто задаваемые вопросы (FAQ)
Что дешевле для партии в 1000 деталей: штамповка или гибка?
Для такой малой серии гибка однозначно дешевле. Стоимость изготовления штампа для холодной штамповки (от 500 тыс. до нескольких млн рублей) не окупится на 1000 деталях. Себестоимость единицы при гибке будет выше за счет большего времени обработки, но общие затраты на запуск партии будут в разы ниже.
Можно ли заменить штамповку гибкой для сложных корпусов?
Частично можно. Современные технологии гибки позволяют создавать сложные многогранные корпуса. Однако, если требуется глубокая вытяжка (например, дно кастрюли или топливный бак) или формирование замкнутых профилей за один проход, без холодной штамповки не обойтись. Часто применяют комбинированный метод: основные элементы гнут, а сложные узлы штампуют отдельно и сваривают.
Как влияет мороз на выбор технологии в Сибири?
При эксплуатации изделий при температурах ниже -40°C критична ударная вязкость металла. Гибка с соблюдением больших радиусов меньше нарушает структуру металла, чем агрессивная холодная штамповка, которая может вызвать наклеп и хрупкость. Однако при использовании штамповки обязательна последующая термообработка для снятия напряжений. Оборудование также должно иметь северное исполнение (подогрев гидравлики, морозостойкая резина).
Где в России сейчас проще найти оборудование и запчасти?
В 2026 году рынок листогибочных прессов насыщен предложениями от российских производителей и дружественных стран, сервисная сеть развита хорошо. Запчасти для них доступны. Рынок тяжелых штамповочных автоматов сложнее: новое оборудование дорого, а парк старого советского требует постоянной модернизации. Запчасти для импортных штамповочных линий могут поставляться с задержками.
Источники информации и нормативная база
- ГОСТ Р 57837-2017 «Конструкции стальные строительные. Общие технические условия» (с изменениями 2025 г.)
- Отчет Ассоциации производителей станкоинструментальной продукции «Рынок металлообработки РФ: итоги 1 квартала 2026 года» stankoinstrument.ru/reports/2026-q1
- Материалы конференции «Цифровая трансформация промышленности России», Москва, февраль 2026 г.
- Аналитический обзор журнала «Металлы и Технологии», выпуск №3, 2026 г.
- Данные портала промышленной статистики Минпромторга РФ за 2025–2026 гг. minpromtorg.gov.ru/stats





