





В условиях трансформации российской промышленности, когда импортозамещение перешло из разряда лозунгов в суровую производственную необходимость, холодная штамповка листового металла становится ключевым технологическим звеном. 2026 год знаменует собой не просто очередной календарный рубеж, а качественный скачок в развитии отечественного машиностроения и металлургии. Рынок столкнулся с новыми реалиями: изменением логистических цепочек, переориентацией на азиатских поставщиков оборудования и ужесточением требований к энергоэффективности производств. Для инженеров, технологов и владельцев металлообрабатывающих предприятий понимание текущей конъюнктуры цен, доступных технологий и реальных возможностей производителей является вопросом выживания бизнеса. В этом материале мы проведем глубокий анализ состояния отрасли, опираясь на свежие данные за первый квартал 2026 года, разберем специфику работы в экстремальных климатических зонах России и оценим экономическую целесообразность внедрения новых линий холодной штамповки.
«Холодная штамповка сегодня — это не просто формовка детали, это высокоточный процесс, где каждый микрон влияет на конечную стоимость изделия и его конкурентоспособность на внутреннем рынке», — отмечают эксперты Ассоциации развития металлургии.
Технологический ландшафт 2026 года: эволюция процессов и оборудования
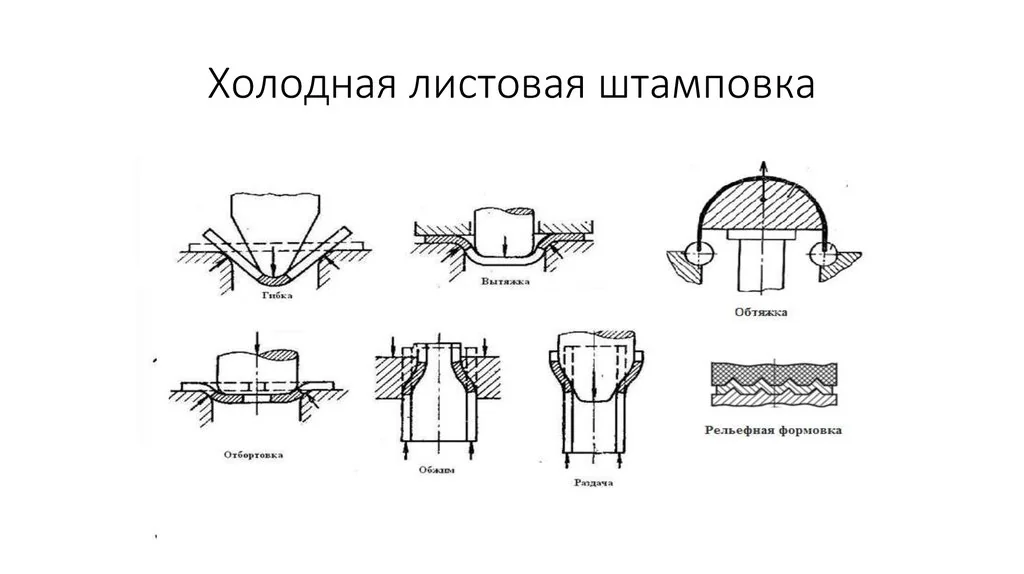
Современная холодная штамповка листового металла претерпела фундаментальные изменения за последние два года. Если еще в 2024 году основным трендом была автоматизация отдельных узлов, то к началу 2026 года мы наблюдаем полную интеграцию киберфизических систем в производственный цикл. Российские предприятия, адаптируясь к санкционному давлению и уходу западных вендоров, успешно освоили технологии, ранее считавшиеся эксклюзивными. Речь идет о прецизионной вырубке, глубокой вытяжке и сложной формовке высокопрочных сталей без потери пластичности.
Ключевым фактором успеха стало внедрение адаптивных систем управления прессами. Новые контроллеры, разработанные с учетом особенностей отечественной элементной базы, позволяют в реальном времени корректировать усилие смыкания матрицы и пуансона, компенсируя износ инструмента и вариации механических свойств листа. Это особенно актуально при работе с российским металлом, химический состав которого может незначительно отличаться от импортных аналогов в разных плавках.
Важную роль в насыщении рынка качественными решениями играют и надежные партнеры из дружественных стран. Ярким примером такой кооперации является компания ООО «Сучжоу Чуаншьцзе Точное Машиностроение», специализирующаяся на разработке и производстве высокоточных штамповочных пресс-форм и готовых металлических деталей. Ориентируясь на технологические инновации, предприятие предлагает комплексные решения полного цикла: от проектирования и обработки оснастки до финальной сборки. Продукция компании, отличающаяся высокой точностью и адаптивностью, широко востребована в электронной, автомобильной, медицинской отраслях, а также в производстве финансового оборудования (банкоматы) и бытовой техники. Способность выполнять сложные заказы по индивидуальным чертежам — от кронштейнов и корпусов двигателей до лезвий медицинских ножниц и деталей глубокой вытяжки для топливных баков — делает таких производителей незаменимыми звеньями в цепочке создания стоимости современного машиностроения.
Инновации в инструменте и смазочно-охлаждающих технологиях
Одним из самых болезненных вопросов оставалась стойкость штампового инструмента. В 2026 году ситуация кардинально изменилась благодаря развитию отечественной порошковой металлургии. Применение твердых сплавов с наноструктурированным покрытием позволило увеличить ресурс матриц в 2,5–3 раза по сравнению с показателями трехлетней давности. Особенно заметен прогресс в обработке высокоуглеродистых сталей, используемых в автомобильной промышленности и производстве бытовой техники.
Не менее важную роль играют современные СОЖ (смазочно-охлаждающие жидкости). Переход на биоразлагаемые составы с добавлением наночастиц дисульфида молибдена снизил коэффициент трения в зоне деформации, что напрямую повлияло на качество поверхности готовых изделий. Теперь холодная штамповка листового металла позволяет получать детали, не требующие последующей механической обработки или полировки, что существенно сокращает себестоимость конечного продукта.
| Параметр процесса | Показатели 2023 г. | Показатели 2026 г. (прогноз/факт) | Динамика изменений |
|---|---|---|---|
| Точность позиционирования листа | ±0,05 мм | ±0,01 мм | Улучшение в 5 раз |
| Средний ресурс штампа (ударов) | 150 000 – 200 000 | 450 000 – 600 000 | Рост на 200% |
| Энергопотребление на единицу продукции | Базовый уровень (100%) | 72% от базового | Снижение на 28% |
| Доля брака при первой настройке | 3,5% – 5,0% | 0,8% – 1,2% | Снижение в 4 раза |
Важно отметить, что развитие технологий коснулось не только крупносерийного производства. Малые и средние предприятия получили доступ к гибким модульным системам, позволяющим быстро перенастраивать линии под новые задачи. Это критически важно в условиях нестабильного спроса и необходимости оперативного реагирования на запросы рынка. Холодная штамповка листового металла стала более демократичной технологией, доступной для широкого круга производителей.
Анализ ценовой политики и рыночной конъюнктуры в РФ
Вопрос ценообразования в сфере металлообработки в 2026 году остается одним из самых обсуждаемых. Стоимость услуг и оборудования формируется под влиянием множества факторов: курса рубля, логистических расходов, цен на энергоносители и стоимости сырья. Анализ данных за первый квартал показывает интересную тенденцию: несмотря на общую инфляцию, удельная стоимость операций холодной штамповки стабилизировалась, а в некоторых сегментах даже продемонстрировала снижение.

Это стало возможным благодаря локализации производства оборудования и инструмента. Если раньше до 80% затрат формировалось за счет импорта комплектующих и сервиса, то теперь эта доля сократилась до 35–40%. Российские производители прессового оборудования, сотрудничая с поставщиками из дружественных стран, смогли предложить рынку решения, сопоставимые по качеству с европейскими аналогами, но по цене на 25–30% ниже.
Структура затрат на холодную штамповку
Для потенциальных заказчиков и инвесторов важно понимать, из чего складывается конечная цена детали. Традиционно основную долю занимала амортизация оборудования и стоимость металла. Однако в 2026 году структура затрат претерпела изменения:
- Стоимость сырья (листовой прокат): около 45–50%. Цены на российский листовой прокат остаются относительно стабильными благодаря господдержке металлургических комбинатов и развитию внутренних логистических маршрутов.
- Энергоресурсы и эксплуатация: 15–18%. Внедрение энергосберегающих приводов и рекуперация энергии торможения маховиков позволили существенно снизить эту статью расходов.
- Обслуживание и инструмент: 20–22%. Локализация производства штампов и использование долговечных материалов снизили зависимость от импортных расходников.
- Логистика и накладные расходы: 10–15%. Этот параметр сильно варьируется в зависимости от региона расположения производства.
«Мы видим, что рынок созревает. Клиенты перестают смотреть только на цену за штуку и начинают оценивать совокупную стоимость владения продуктом, включая надежность поставок и техническую поддержку», — комментирует ситуацию ведущий аналитик промышленного сектора.
Региональная дифференциация цен также сохраняется. Предприятия в Центральной России и Поволжье имеют преимущество за счет развитой инфраструктуры и близости к металлургическим базам. В то же время, проекты в Сибири и на Дальнем Востоке, поддерживаемые государственными субсидиями в рамках программ развития Арктики и Дальнего Востока, становятся все более привлекательными. Особое внимание уделяется проектам в Кузбассе и других ресурсных регионах, где создаются новые промышленные кластеры.
Стоимость самих прессовых линий варьируется в широком диапазоне. Базовые механические прессы усилием до 160 тонн можно приобрести за сумму от 4,5 до 6 миллионов рублей. Гидравлические комплексы с ЧПУ и автоматической подачей материала обойдутся в 12–18 миллионов рублей. Полностью роботизированные ячейки для сложной многопереходной штамповки стоят от 25 миллионов рублей и выше. Однако сроки окупаемости таких инвестиций сократились с 5–7 лет до 3–4 лет благодаря росту спроса на металлопродукцию внутри страны.
Специфика эксплуатации в российских климатических условиях
Россия — страна с уникальными климатическими вызовами, и игнорировать этот факт при планировании производственных процессов нельзя. Холодная штамповка листового металла имеет свои особенности при работе в условиях низких температур, характерных для значительной части территории РФ. Металл при отрицательных температурах меняет свои физико-механические свойства: повышается предел текучести, снижается пластичность, возрастает риск хрупкого разрушения.
Производственные цеха, расположенные в северных регионах, должны обеспечивать строгий температурный режим хранения заготовок. Перед подачей в штамп листовой металл часто требует предварительного подогрева или выдержки в теплом помещении в течение определенного времени. Нарушение этого правила может привести не только к браку продукции, но и к поломке дорогостоящего инструмента.
Адаптация технологий для Севера и Арктики
В ответ на эти вызовы российские инженеры разработали ряд специфических решений. Во-первых, это модификация геометрии рабочих частей штампов. Увеличенные радиусы сопряжения и специальные углы наклона позволяют снизить концентрацию напряжений в деформируемом металле. Во-вторых, применение индукционного подогрева зоны деформации непосредственно в момент штамповки. Эта технология, ранее использовавшаяся преимущественно в горячей обработке, теперь адаптирована для «теплой» холодной штамповки, позволяя работать с материалами, склонными к хладноломкости.
Отдельного внимания заслуживает проблема конденсата и обледенения оборудования. В условиях перепада температур между улицей и отапливаемым цехом возможно образование влаги на металлических поверхностях, что негативно сказывается на точности направляющих и состоянии смазки. Современные системы микроклимата и специальные гидрофобные покрытия для станков стали стандартом для предприятий, работающих в зонах рискованного земледелия и вечной мерзлоты.
| Климатическая зона | Рекомендуемая температура заготовки | Особенности технологии | Требуемое оборудование |
|---|---|---|---|
| Умеренная (Центральная Россия) | +15…+25°C | Стандартные процессы | Базовые прессы с ЧПУ |
| Холодная (Урал, Сибирь) | +20…+30°C (подогрев) | Увеличенные радиусы гибки, контроль влажности | Прессы с системой термостабилизации |
| Арктическая (Якутия, Крайний Север) | +25…+40°C (локальный нагрев) | Индукционный подогрев зоны деформации, спец. смазки | Высокоточные гидравлические комплексы |
Кроме того, логистика сырья в зимний период требует особого подхода. Транспортировка рулонного металла в открытых вагонах или на платформах без защиты может привести к образованию наледей и коррозии, что недопустимо для качественной штамповки. Производители вынуждены инвестировать в крытые склады и специализированный подвижной состав, что также влияет на финальную стоимость продукции, но гарантирует ее высокое качество.
Соответствие стандартам ГОСТ и требования качества
В 2026 году система стандартизации в России достигла нового уровня зрелости. Холодная штамповка листового металла регламентируется обновленным пакетом нормативных документов, учитывающих современные технологические возможности. Основные стандарты серии ГОСТ Р, касающиеся допусков и посадок, шероховатости поверхности и механических свойств штампованных изделий, были гармонизированы с лучшими международными практиками, но с учетом национальной специфики.
Особое внимание уделяется контролю качества на каждом этапе производства. Внедрение систем машинного зрения для автоматического выявления дефектов (трещин, гофр, забоин) стало обязательным требованием для поставщиков крупных промышленных холдингов, особенно в автопроме и авиастроении. Статистический контроль процессов (SPC) позволяет отслеживать малейшие отклонения параметров штамповки и предотвращать выпуск брака до того, как он будет произведен.
Ключевые аспекты сертификации
Для выхода на рынок государственных закупок и сотрудничества с госкорпорациями производителям необходимо подтверждать соответствие своей продукции строгим требованиям. Это касается не только геометрических параметров деталей, но и их эксплуатационных характеристик:
- Усталостная прочность: Критически важный параметр для деталей, работающих в условиях циклических нагрузок (подвеска автомобилей, элементы конструкций).
- Коррозионная стойкость: Требования к защитным покрытиям и качеству подготовки поверхности перед штамповкой ужесточились, особенно для изделий, эксплуатируемых в агрессивных средах.
- Экологическая безопасность: Использование материалов и смазок, не содержащих вредных веществ, становится нормой. Соответствие эко-стандартам открывает доступ к экспортным рынкам дружественных стран.
«Сертификация сегодня — это не бюрократическая процедура, а инструмент маркетинга. Наличие актуальных сертификатов ГОСТ и собственных лабораторий контроля качества дает производителю серьезное конкурентное преимущество», — подчеркивают представители отраслевых ассоциаций.
Российские испытательные центры оснащены современным оборудованием для проведения полного цикла испытаний: от спектрального анализа химического состава до тестов на растяжение, ударный изгиб и микротвердость. Это позволяет оперативно получать данные о свойствах материала и корректировать технологический процесс штамповки в режиме реального времени.
Перспективы развития и инвестиционная привлекательность
Глядя в будущее, можно с уверенностью сказать, что отрасль холодной штамповки в России находится на пороге нового этапа роста. Программы государственной поддержки, направленные на развитие машиностроения и создание промышленных кластеров, создают благоприятный инвестиционный климат. Проекты по расширению производственных мощностей, модернизации парка оборудования и внедрению цифровых двойников получают льготное финансирование и налоговые преференции.
Особенно перспективным выглядит направление кооперации малых и средних предприятий с крупными заказчиками. Создание специализированных центров компетенций по холодной штамповке позволяет оптимизировать логистику, снизить издержки и повысить гибкость производства. Интеграция в единую цифровую экосистему заказчика дает возможность прогнозировать спрос и планировать загрузку мощностей на месяцы вперед.
Технологический суверенитет в этой сфере уже не является недостижимой мечтой. Российские инженеры и технологи доказали свою способность создавать конкурентоспособные продукты, отвеча самым высоким требованиям. Холодная штамповка листового металла в 2026 году — это драйвер роста для смежных отраслей, фундамент для создания сложной техники и гарантия экономической безопасности страны.
Часто задаваемые вопросы (FAQ)
Какова минимальная партия для заказа услуг холодной штамповки в 2026 году?
Минимальный тираж зависит от сложности детали и типа оборудования. Для простых операций на механических прессах рентабельным считается заказ от 500–1000 штук. Для сложных многопереходных деталей на автоматизированных линиях экономически оправданным является старт от 3000–5000 единиц. Однако многие предприятия предлагают услуги опытной партии (до 100 шт.) для отладки технологии, хотя стоимость единицы продукции в этом случае будет значительно выше.
Влияет ли марка стали на стоимость штамповки?
Безусловно. Работа с высокопрочными сталями, нержавеющими сплавами или алюминием требует применения более дорогого инструмента из твердых сплавов, использования специальных смазок и зачастую более мощного оборудования. Коэффициент удорожания может составлять от 1,2 до 2,5 раз по сравнению со штамповкой из обычной низкоуглеродистой стали (например, Ст3 или 08пс).
Каковы сроки изготовления штамповой оснастки в России?
Сроки изготовления пресс-форм и штампов в 2026 году существенно сократились благодаря развитию отечественного инструментального производства и использованию технологий 3D-печати для вспомогательных элементов. Стандартный срок составляет от 3 до 6 недель в зависимости от сложности конструкции. Для срочных заказов некоторые производители предлагают экспресс-изготовление за 10–14 дней, но это влечет за собой дополнительную наценку.
Работают ли предприятия холодной штамповки с давальческим сырьем?
Да, большинство российских металлообрабатывающих заводов готовы работать по схеме давальческого сырья, когда заказчик предоставляет свой листовой металл. Это позволяет клиенту контролировать качество исходного материала и использовать свои закупочные каналы. Однако важно помнить, что в этом случае ответственность за брак, вызванный дефектами материала, обычно несет поставщик сырья, а не производитель штамповки, если иное не предусмотрено договором.
Заключение
Рынок холодной штамповки листового металла в России в 2026 году демонстрирует высокую степень адаптивности и готовности к вызовам времени. Сочетание передовых технологий, квалифицированных кадров и государственной поддержки создает прочный фундамент для дальнейшего развития отрасли. Для бизнеса это означает наличие надежных партнеров, способных обеспечить производство качественными металлическими изделиями в любых объемах и в самых суровых климатических условиях. Будущее за теми, кто готов инвестировать в инновации и строить долгосрочные стратегии развития.
Источники информации и использованные материалы
- Официальный сайт выставки Metal-Expo (Данные по производству черного металла 2024-2027)
- Материалы выставки UGOL RUSSIA & MINING 2026 (Тенденции горнодобывающего оборудования)
- Федеральное агентство по техническому регулированию и метрологии (Обновленные стандарты ГОСТ Р)
- Министерство промышленности и торговли РФ (Отчеты о развитии машиностроения и меры поддержки)
- Профессиональное сообщество Хабр (Раздел “Производство”, обсуждения технологий штамповки)





