В условиях трансформации глобальных цепочек поставок и переориентации промышленного сектора Российской Федерации на внутренний рынок и дружественные юрисдикции, вопрос выбора материалов для холодная штамповка материалы приобрел критическую важность. 2026 год стал переломным моментом: цены на металл стабилизировались после периода волатильности, однако ландшафт доступных марок стали претерпел фундаментальные изменения. Инженеры и технологи теперь сталкиваются не с простым выбором между европейскими аналогами, а с необходимостью глубокого понимания металлургии новых сплавов, адаптированных под российские ГОСТы и специфические климатические условия эксплуатации. В этом материале мы проведем детальный разбор рыночной конъюнктуры, проанализируем технические характеристики передовых марок сталей, включая перспективные разработки в области полуаустенитных сплавов, и дадим практические рекомендации по оптимизации затрат без потери качества конечной продукции.
«Современный подход к холодной штамповке требует отказа от устаревших стереотипов о “заменителях”. Сегодня речь идет о материалах, которые зачастую превосходят прежние стандарты по ряду ключевых параметров, особенно в части ударной вязкости при низких температурах», — отмечают ведущие эксперты металлургической отрасли по итогам отраслевых форумов весны 2026 года.
Рыночная конъюнктура и ценовая динамика первого квартала 2026 года
Анализ текущей ситуации на российском рынке металлопроката показывает устойчивую тенденцию к росту предложения высококачественных сортов стали от отечественных производителей и партнеров из стран Азии. Если в предыдущие годы дефицит определенных марок диктовал завышенные цены, то к апрелю 2026 года ситуация выровнялась. Однако понятие “цена” стало многогранным: оно теперь включает не только стоимость тонны металла, но и затраты на последующую термообработку, риск брака при формовке и долговечность инструмента.
Для специалистов, занимающихся подбором решений для холодная штамповка материалы, важно учитывать, что средняя стоимость тонны качественной конструкционной стали для холодной деформации варьируется в диапазоне от 120 000 до 180 000 рублей, в зависимости от сложности легирования и состояния поставки. Специализированные стали, такие как мартенситно-стареющие или полуаустенитные сплавы для ответственных узлов, могут достигать отметки в 450 000 – 600 000 рублей за тонну, что обусловлено сложностью технологического цикла их производства.
Интересно отметить, что логистические плечи внутри России были оптимизированы. Доставка металла с Урала или из Сибири в центральные промышленные кластеры теперь занимает меньше времени благодаря развитию железнодорожной инфраструктуры, что положительно сказывается на итоговой стоимости для потребителя. В то же время, импортные аналоги, ранее доминировавшие в сегменте прецизионной штамповки, либо полностью замещены российскими разработками, либо поставляются по новым схемам, где цена формируется с учетом долгосрочных контрактов, а не спотовых биржевых котировок.
Категория материала
Средняя цена (руб/тонна), Q1 2026
Динамика к 2025 г.
Основное применение
Конструкционная сталь (общего назначения)
95 000 – 115 000
-3%
Кронштейны, простые детали кузова
Стали для холодной высадки (автоматная группа)
130 000 – 155 000
+5%
Крепеж, валы, оси
Высокопрочные низколегированные стали
160 000 – 190 000
Стабильно
Силовые элементы рам, подвески
Полуаустенитные стали прецизионного класса
480 000 – 620 000
+12%
Аэрокосмический сектор, пружины спецназначения
Важно подчеркнуть, что данные цифры являются усредненными и могут существенно отличаться в зависимости от объема партии. Оптовые закупки, характерные для крупных автомобильных заводов и оборонных предприятий, позволяют фиксировать цену на уровне нижних границ диапазона. Для малых и средних предприятий, работающих с мелкими сериями, актуальным становится вопрос не столько цены за тонну, сколько минимальной партии отгрузки и наличия сертификатов соответствия.
Металлургическая эволюция: новые марки и их свойства
Технологический прогресс в области металлургии не стоит на месте. В 2026 году особое внимание привлекают материалы, способные сочетать, казалось бы, несовместимые свойства: высокую прочность и отличную пластичность. Ярким примером такой эволюции является внедрение и масштабирование производства сталей класса S-07 (российская маркировка 07Х16Н6, ранее 0Х16Н6). Этот материал представляет собой классический образец полуаустенитной стали дисперсионного твердения, которая стала настоящим стандартом де-факто для ответственных применений.
Уникальность стали 07Х16Н6 заключается в её метастабильной структуре. В состоянии поставки (после закалки) она имеет преимущественно аустенитную структуру с небольшим количеством мартенсита, что обеспечивает выдающуюся пластичность и возможность сложной холодной формовки. Это критически важно для процессов, где холодная штамповка материалы подвергаются значительным деформациям без риска разрушения. Однако настоящая магия происходит на этапе термообработки. Путем регулирования температуры и времени старения, инженеры могут индуцировать мартенситное превращение и выделение интерметаллидных фаз, многократно повышая прочность материала.
Такой подход позволяет создавать детали, работающие в экстремальных условиях: от криогенных температур арктического шельфа до высоких нагрузок в авиационных узлах. Низкое содержание углерода в составе этой стали минимизирует риск межкристаллитной коррозии и обеспечивает превосходную свариваемость, что часто является “узким горлышком” для высокопрочных сплавов.
Преимущества 07Х16Н6:
Высокая ударная вязкость при температурах до -253°C.
Отличная коррозионная стойкость в агрессивных средах.
Возможность получения широкого спектра механических свойств варьированием режимов термической обработки.
Хорошая обрабатываемость резанием в закаленном состоянии.
Области применения:
Изготовление пружин и упругих элементов сложной формы.
Производство крепежных изделий высокой прочности.
Детали авиационных двигателей и планеров.
Элементы криогенной техники.
Помимо нержавеющих сталей, наблюдается рост интереса к микролегированным сталям с контролируемой прокаткой. Добавление ниобия, ванадия и титана в микродозах позволяет значительно повысить предел текучести без ущерба для свариваемости. Такие материалы идеально подходят для массовой холодной штамповки деталей автомобилей, где каждый грамм веса имеет значение для экономии топлива и снижения выбросов.
Технологические аспекты выбора материала для холодной штамповки
Выбор материала для холодной штамповки — это всегда компромисс между стоимостью, технологичностью и эксплуатационными характеристиками готового изделия. Ошибка на этапе проектирования может привести к катастрофическим последствиям: от поломки дорогостоящего штампа до выхода из строя конечного продукта в процессе эксплуатации. Поэтому анализ требований к детали должен проводиться комплексно.
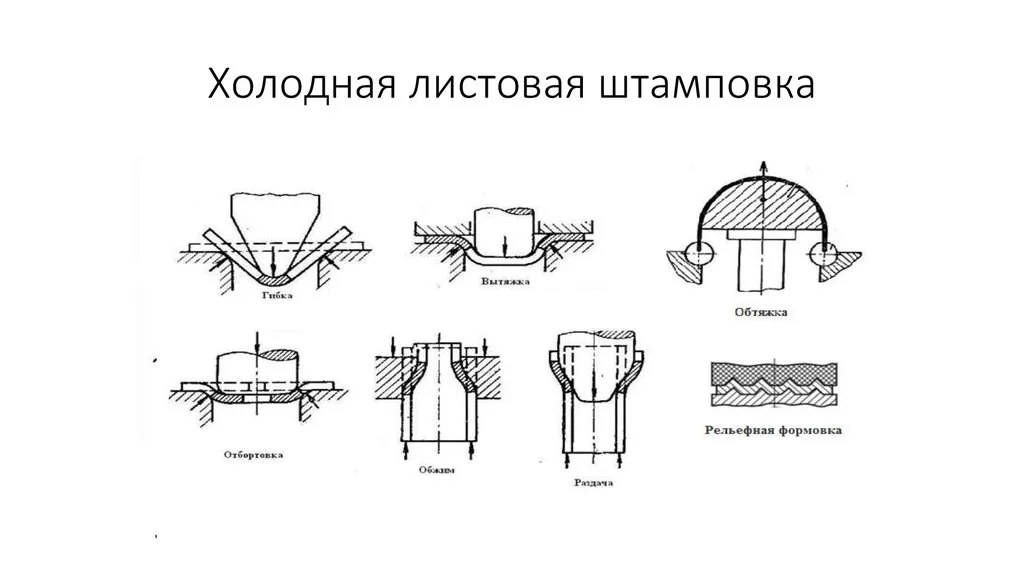
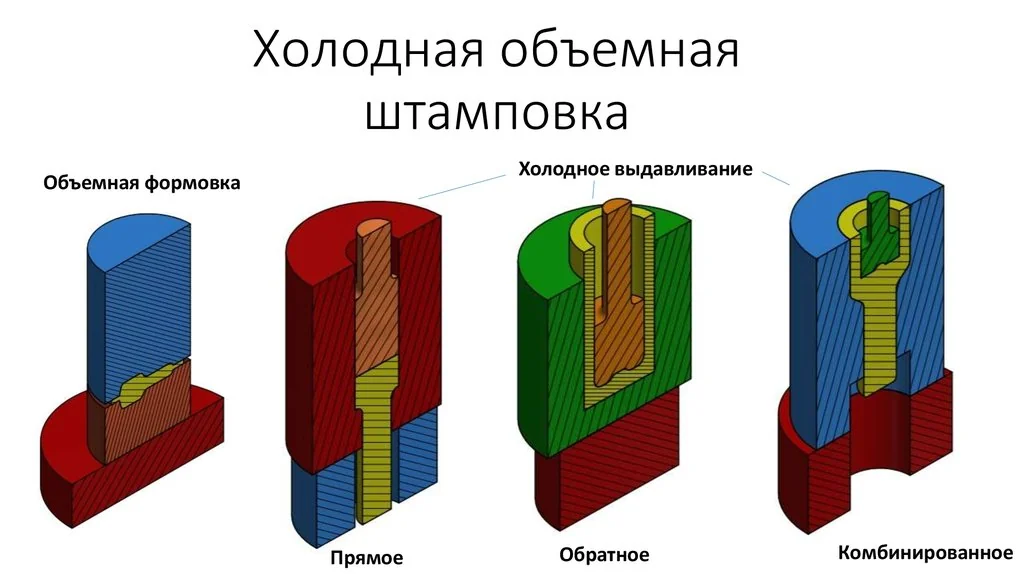
Первым шагом является оценка степени деформации. Для простой гибки или вытяжки с малой степенью изменения формы подойдут обычные низкоуглеродистые стали (типа 08кп, 10кп). Они дешевы, отлично штампуются и не требуют сложной промежуточной термообработки. Однако если речь идет о глубокой вытяжке, объемной холодной высадке или формировании сложных геометрических профилей, требования к материалу возрастают многократно. Здесь на первый план выходит показатель отношения предела текучести к временному сопротивлению разрыву. Чем ниже это отношение, тем лучше материал течет в матрице, не стремясь к разрушению.
Вторым критическим фактором является состояние поверхности металла. Для холодная штамповка материалы качество поверхности листа или проволоки играет решающую роль. Наличие окалины, рисок или неравномерности толщины может привести к задирам на инструменте и браку продукции. Современные российские металлургические комбинаты внедрили линии непрерывного травления и нанесения защитных покрытий (фосфатирование, омеднение), что значительно улучшило ситуацию. Фосфатное покрытие, например, создает микропористый слой, удерживающий смазку, что снижает коэффициент трения и усилие штамповки на 20-30%.
«Использование правильно подобранной смазки и подготовленной поверхности металла может увеличить ресурс штампа в 2-3 раза. Экономия на подготовке материала для холодной штамповки — это ложная экономия, которая ведет к простоям оборудования и росту себестоимости», — предупреждают технологи ведущих машиностроительных предприятий.
Третий аспект — это требования к точности размеров. Холодная штамповка позволяет получать детали с допусками, близкими к шлифованным поверхностям. Однако для этого материал должен иметь стабильные механические свойства по всему объему партии. Разброс твердости или анизотропия свойств (различие свойств вдоль и поперек прокатки) могут привести к нестабильности размеров после пружинения (springback). Современные стандарты качества предусматривают строгий контроль этих параметров, и при заказе материала необходимо указывать требуемый уровень однородности свойств.
Именно здесь на сцену выходят компании, специализирующиеся на прецизионном инструментальном производстве, такие как ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Ориентируясь на технологические инновации, компания предлагает комплексные решения для оснастки: от проектирования и обработки пресс-форм до сборки готовых узлов. Их опыт в создании штампов для ответственных применений — будь то компоненты серверного оборудования, медицинские инструменты, детали глубокой вытяжки для автомобильных топливных баков или корпуса банкоматов — демонстрирует, насколько критична точность геометрии инструмента для реализации потенциала современных сталей. Высокая адаптивность их решений позволяет успешно работать с разнообразными материалами, обеспечивая стабильность размеров даже при использовании высокопрочных сплавов, требующих особого подхода к конфигурации матриц и пуансонов.
Влияние климатических условий России на выбор сталей
Россия — страна с уникальными климатическими вызовами. Эксплуатация изделий, полученных методом холодной штамповки, часто происходит в условиях экстремально низких температур, особенно в регионах Сибири, Дальнего Востока и Арктики. Обычные конструкционные стали при температуре ниже -40°C склонны к хладноломкости — переходу из вязкого состояния в хрупкое. Удар, который летом привел бы лишь к небольшой вмятине, зимой может вызвать мгновенное разрушение детали.
Поэтому при выборе материала для холодная штамповка материалы обязательным требованием становится проверка ударной вязкости (KCU, KCV) при рабочих температурах. Для северного исполнения необходимо использовать стали с гарантированной ударной вязкостью при температуре до -60°C и даже -70°C. Это достигается за счет специальной выплавки (электрошлаковый переплав, вакуумирование), позволяющей снизить содержание вредных примесей (серы, фосфора, газов) и измельчить зерно металла.
Мелкозернистая структура является главным союзником в борьбе с хладноломкостью. Границы зерен препятствуют распространению трещин. Стали, полученные по технологии контролируемой прокатки с ускоренным охлаждением, обладают именно такой структурой. Кроме того, использование микролегирующих добавок (нитриды алюминия, карбиды ниобия) фиксирует границы зерен, предотвращая их рост при нагреве под закалку или сварку.
Для изделий, работающих в условиях переменных нагрузок и низких температур (например, элементы подвески грузовиков, эксплуатируемых на Севере), предпочтительнее использовать стали с ферритно-бейнитной структурой. Они сочетают высокий предел текучести с отличной хладостойкостью. Примером может служить развитие линейки сталей типа 09Г2С в более современных модификациях с улучшенными характеристиками чистоты по неметаллическим включениям.
Климатическая зона
Мин. температура эксплуатации
Рекомендуемые типы сталей
Ключевое требование
Умеренная (Центральная Россия)
до -40°C
08пс, 10, 20, 09Г2С
Базовая ударная вязкость
Холодная (Сибирь, Урал)
до -60°C
09Г2С (северное исполнение), 10Г2ФБ
KCV при -60°C ≥ 30 Дж/см²
Арктическая (Якутия, Крайний Север)
до -70°C и ниже
Низколегированные стали с НКМ, 07Х16Н6
Особая чистота по газам и включениям
Инструментальная оснастка и продление её ресурса
Эффективность процесса холодной штамповки напрямую зависит не только от качества заготовки, но и от состояния инструмента. Высокопрочные современные стали, используемые в качестве заготовок, предъявляют повышенные требования к материалу штампов и пуансонов. Традиционные инструментальные стали типа Х12МФ или Р6М5 в ряде случаев уже не справляются с возросшими нагрузками, особенно при работе с материалами, имеющими высокое временное сопротивление разрыву.
Решением становится применение современных технологий поверхностного упрочнения инструмента. Нанесение износостойких покрытий методом физического (PVD) или химического (CVD) осаждения из паровой фазы позволяет увеличить твердость рабочей поверхности инструмента до 2000-3000 HV и более, сохраняя при этом вязкую сердцевину, способную воспринимать ударные нагрузки. Покрытия на основе нитрида титана (TiN), нитрида хрома (CrN) или алмазоподобные углеродные покрытия (DLC) создают барьерный слой, снижающий адгезию материала заготовки к инструменту и предотвращающий образование задиров.
Комплексный подход, включающий предварительное азотирование инструмента с последующим нанесением сверхтвердого покрытия (так называемая дуплекс-технология), показывает наилучшие результаты. Такая комбинация обеспечивает плавный переход твердости от сердцевины к поверхности, предотвращая скалывание покрытия при высоких контактных давлениях. Для производителей, использующих холодная штамповка материалы высокой прочности, внедрение таких технологий в ремонтную службу или заказ услуг у специализированных центров, подобных тем, что развивает ООО «Сучжоу Чуаншьцзе», является необходимым условием конкурентоспособности. Их продукция, включающая точные штампы для медицинской техники, лифтовых панелей и автомобильных компонентов, служит наглядным примером того, как грамотное проектирование оснастки продлевает жизненный цикл инструмента даже при работе с самыми капризными сплавами.
Кроме того, важна геометрия инструмента. Оптимизация радиусов скруглений рабочих кромок, углов уклона и зазоров между пуансоном и матрицей позволяет распределить усилия деформации более равномерно, снижая пиковые нагрузки на отдельные участки инструмента. Компьютерное моделирование процессов штамповки (CAE-анализ) перед изготовлением оснастки стало стандартом отрасли, позволяя предсказать зоны повышенного износа и скорректировать конструкцию штампа заранее.
Логистика, сертификация и закупки в российских реалиях
В 2026 году система закупок металлопроката в России окончательно сформировалась вокруг цифровых площадок и прямых контрактов с производителями. Крупные игроки рынка все чаще используют электронные аукционы для поиска поставщиков, что повышает прозрачность ценообразования. Однако для специфических марок сталей, таких как 07Х16Н6 или специальные сорта для холодной высадки, прямой контакт с металлургическим комбинатом или его авторизованным дистрибьютором остается наиболее надежным каналом.
При заказе материала критически важно обращать внимание на сопроводительную документацию. Сертификат качества должен содержать не только химический состав и базовые механические свойства, но и результаты испытаний на ударную вязкость при требуемых температурах, данные по макроструктуре и уровню неметаллических включений. Отсутствие полного пакета документов может стать причиной отказа в приемке продукции отделом технического контроля предприятия-потребителя, особенно в оборонном и аэрокосмическом секторах, где требования регламентированы жесткими государственными стандартами (ГОСТ).
Логистические маршруты также требуют тщательного планирования. Перевозка листового металла требует специального транспорта с ровным полом и надежными креплениями, исключающими деформацию груза в пути. Для длинномерного проката (прутки, проволока) важны условия предотвращения коррозии при длительном хранении или транспортировке в условиях повышенной влажности. Многие поставщики сейчас предлагают услугу “металл в дорогу” с нанесением консервационных покрытий и упаковкой в влагобарьерные материалы, что особенно актуально при доставке в порты Дальнего Востока или северные регионы.
Стоит отметить рост популярности складских программ у крупных дистрибьюторов. Предприятие может зарезервировать необходимый объем специфического материала по фиксированной цене, забирать его партиями по мере производственной необходимости. Это позволяет оптимизировать оборотный капитал и избежать рисков, связанных с резкими колебаниями рыночных цен или сбоями в поставках.
Перспективы развития и прогнозы до 2027 года
Глядя в будущее, можно с уверенностью сказать, что тренд на импортозамещение в сегменте материалов для холодной штамповки будет только усиливаться, трансформируясь в стадию технологического лидерства. Российская металлургия обладает мощным научно-техническим потенциалом, позволяющим разрабатывать сплавы, превосходящие зарубежные аналоги по совокупности характеристик. Ожидается дальнейшее расширение номенклатуры высокопрочных низколегированных сталей с пределом текучести свыше 700 МПа, доступных для холодной формовки.
Развитие аддитивных технологий начнет оказывать косвенное влияние и на традиционную штамповку. Возможность быстрого прототипирования сложных элементов штампов из порошковых сталей позволит сократить сроки подготовки производства для новых изделий. Это, в свою очередь, потребует от материалов для штамповки большей универсальности и стабильности, так как циклы смены продукции станут короче. Партнерство с такими компаниями, как ООО «Сучжоу Чуаншьцзе Точное Машиностроение», обладающими гибкостью в производстве индивидуальных решений для электронной, автомобильной и медицинской отраслей, станет ключевым фактором успеха для производителей, стремящихся быстро реагировать на изменения рынка.
Экологический фактор также станет драйвером изменений. Производство стали с низким углеродным следом, использование вторичного сырья без потери качества и разработка легко перерабатываемых сплавов станут конкурентным преимуществом. Потребители, особенно работающие на экспорт или с международными партнерами, будут все чаще требовать от поставщиков металла подтверждения экологической ответственности производственного цикла.
Таким образом, рынок материалов для холодная штамповка материалы в России входит в фазу зрелости и качественного роста. Инженерам и закупщикам необходимо постоянно повышать свою квалификацию, следить за новинками металлургии и грамотно применять современные инструменты анализа для выбора оптимальных решений. Правильно выбранный материал сегодня — это залог надежности и эффективности российского машиностроения завтра.
Часто задаваемые вопросы (FAQ)
Вопрос: Какая сталь лучше всего подходит для холодной штамповки деталей, работающих в условиях Якутии?
Ответ: Для экстремально низких температур (до -60…-70°C) рекомендуется использовать низколегированные стали с гарантированной ударной вязкостью, такие как 10Г2ФБ или специальные исполнения стали 09Г2С. Для особо ответственных узлов целесообразно применение полуаустенитных сталей типа 07Х16Н6, которые сохраняют высокую вязкость даже при криогенных температурах.
Вопрос: Как наличие фосфатного покрытия на заготовке влияет на процесс штамповки?
Ответ: Фосфатное покрытие создает микропористый слой, который удерживает смазочный материал непосредственно в зоне деформации. Это снижает коэффициент трения на 20-30%, уменьшает усилие штамповки, предотвращает задиры на инструменте и значительно увеличивает его ресурс, а также улучшает качество поверхности готовой детали.
Вопрос: Можно ли использовать сталь 07Х16Н6 для сварных конструкций после холодной штамповки?
Ответ: Да, сталь 07Х16Н6 (S-07) обладает хорошей свариваемостью благодаря низкому содержанию углерода. Однако после сварки в зоне термического влияния свойства материала могут измениться, поэтому часто требуется последующая термическая обработка всего узла для восстановления требуемого комплекса механических свойств.
Вопрос: Где найти актуальные цены на специфические марки сталей для холодной высадки в 2026 году?
Ответ: Наиболее точную информацию можно получить напрямую у крупных металлургических комбинатов или их официальных дистрибьюторов через запрос коммерческого предложения. Также полезны данные специализированных отраслевых порталов и электронных торговых площадок, где публикуются результаты последних тендеров, однако итоговая цена всегда зависит от объема партии и условий поставки.