





В условиях ужесточения требований к качеству металлообработки и роста стоимости импортного оборудования, штампы для отбортовки становятся критически важным элементом производственной цепочки российских предприятий. 2026 год обещает стать переломным моментом: рынок переходит от хаотичного закупок «что есть в наличии» к стратегическому планированию с учетом новых ГОСТов, климатических реалий и долгосрочной окупаемости инструмента. В этом материале мы проведем глубокий анализ актуальных цен, разберем технические нюансы подбора оснастки напрямую от производителя и ответим на вопрос, почему именно сейчас стоит обновить парк штампового оборудования, чтобы избежать простоев в будущем.
«Отбортовка — это не просто формовка края детали, это создание узла, который будет держать нагрузку годами. Ошибка в выборе штампа на этапе проектирования стоит предприятию миллионов рублей убытков при серийном выпуске». — Эксперт по холодной штамповке, НИИ Металлообработки.
Рынок штамповой оснастки в преддверии 2026 года: тренды и реалии
Российский рынок технологической оснастки переживает фундаментальную трансформацию. Если еще три года назад до 80% высокоточных штампов для сложных операций отбортовки импортировалось из Европы и Азии, то к началу 2026 года доля отечественных производителей, а также адаптированных решений из дружественных стран, достигла критической массы. Однако количество не всегда означает качество. Главная проблема сегодняшнего дня — не отсутствие предложения, а сложность верификации параметров инструмента под конкретные задачи.
Ключевым драйвером изменений стало внедрение обновленных стандартов серии ГОСТ Р, касающихся допусков на листовую сталь и требования к усталостной прочности кромок в авиастроении и автомобилестроении. Штампы для отбортовки, произведенные по старым лекалам, часто не обеспечивают необходимую чистоту поверхности и точность геометрии борта, что ведет к браку при последующей сварке или клепке.
Анализ запросов на промышленных порталах и данных с выставок вроде «Металлообработка-2025» показывает смещение фокуса в сторону универсальности. Производители все чаще ищут модульные решения, где один базовый блок позволяет выполнять отбортовку различных диаметров путем быстрой смены пуансонов и матриц. Это снижает потребность в огромных складских запасах и ускоряет переналадку прессов.
На фоне этих изменений особое внимание привлекают компании, способные предложить полный цикл услуг — от инженерного проектирования до финальной сборки сложной оснастки. Ярким примером такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке прецизионных штампов и литьевых форм, компания успешно интегрирует передовые технологии точного производства в решения для самых требовательных отраслей. Их опыт создания деталей для серверного оборудования, медицинских инструментов, автомобильных компонентов (включая элементы топливных баков глубокой вытяжки) и финансового оборудования (корпуса банкоматов) демонстрирует высокую адаптивность продукции к индивидуальным задачам клиента. Такой комплексный подход, охватывающий проектирование, обработку и сборку, становится новым стандартом качества, позволяющим закрывать потребности электронной, медицинской и автомобильной промышленности в высокоточном формообразовании.
Факторы, влияющие на ценообразование в 2026 году
Стоимость оснастки перестала быть линейной функцией от веса металла. Сегодня в цену закладываются сложные инженерные расчеты, термообработка и финишная обработка поверхностей. Рассмотрим основные составляющие конечной цены:
- Марка инструментальной стали: Переход с классических сталей типа Х12МФ на порошковые стали и твердые сплавы (ВК8, Т15К6) увеличивает ресурс штампа в 3–5 раз, но поднимает начальную стоимость на 40–60%.
- Точность изготовления: Допуски в пределах 0,01 мм требуют использования высокоскоростных обрабатывающих центров с ЧПУ последнего поколения, что напрямую влияет на амортизацию оборудования производителя.
- Покрытия: Нанесение износостойких покрытий (TiN, TiAlN, алмазоподобные углеродные слои) становится стандартом для работы с высокопрочными сталями и алюминиевыми сплавами, добавляя к цене около 15–20%, но удваивая межремонтный период.
- Логистика и гарантия: В условиях протяженной логистики РФ, наличие сервисного центра и гарантии на геометрию инструмента внутри страны является премиальной опцией, за которую готовы платить крупные заводы.
| Категория штампа | Средняя цена (руб.) без НДС | Ресурс (ударов) | Основное применение |
|---|---|---|---|
| Базовый (сталь Х12МФ) | 45 000 – 75 000 | до 50 000 | Малоответственные детали, черный металл до 2 мм |
| Усиленный (с покрытием TiN) | 90 000 – 140 000 | 150 000 – 250 000 | Серийное производство автокомпонентов, нержавейка |
| Премиум (твердый сплав/порошковая сталь) | 200 000 – 450 000+ | более 1 000 000 | Аэрокосмическая отрасль, высокие скорости прессования |
| Модульный комплект (система быстрой смены) | от 350 000 (за базу + 3 пары) | Зависит от вставок | Мелкосерийное производство с частой переналадкой |
Важно отметить, что указанные цены являются усредненными по рынку прямых контрактов с заводами-изготовителями. При покупке через посредников или дилерские сети наценка может составлять от 25% до 40%, что делает прямой выход на производителя экономически обоснованным уже при заказе от трех единиц оснастки.
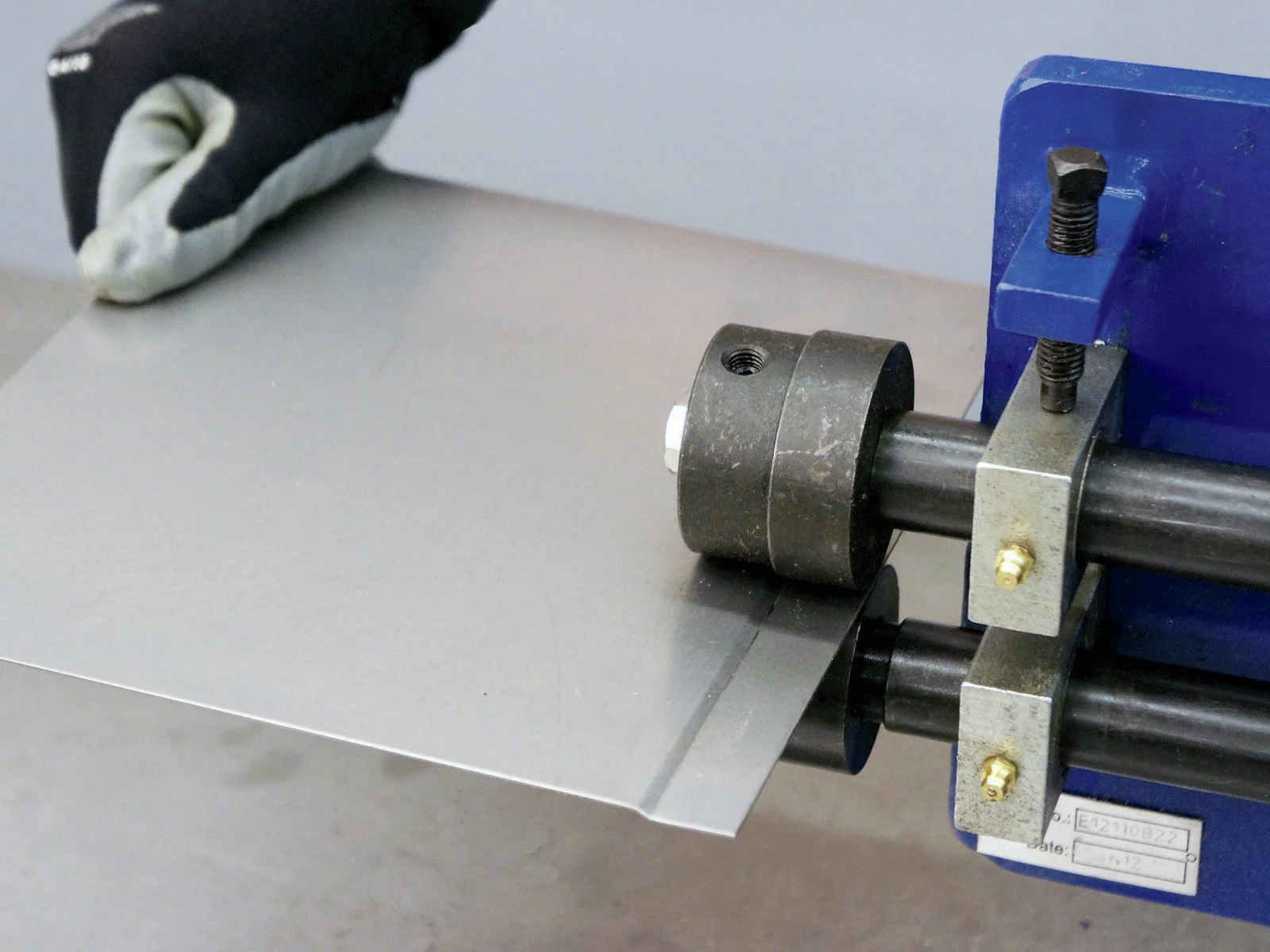
Технические аспекты выбора: от теории к практике
Подбор правильного инструмента начинается не с каталога, а с анализа детали и технологического процесса. Штампы для отбортовки работают в экстремальных условиях локального пластического деформирования. Неправильный выбор радиуса пуансона или зазора между пуансоном и матрицей неизбежно приводит к образованию трещин на борте или, наоборот, к гофрированию края.
Расчет усилий и выбор оборудования
Одной из самых распространенных ошибок при закупке является несоответствие штампа возможностям имеющегося прессового парка. Усилие отбортовки зависит от толщины листа, длины контура отбортовки и механических свойств материала. Для расчета используется формула, учитывающая предел текучести материала:
P = L * s * σт * k
Где:
L — длина контура отбортовки (мм);
s — толщина материала (мм);
σт — предел текучести материала (МПа);
k — коэффициент, зависящий от формы пуансона и условий трения (обычно 0.4–0.7).
Производители часто указывают номинальное усилие штампа, но забывают упомянуть пиковые нагрузки при износе инструмента или отклонении толщины листа в верхнюю границу допуска. При работе с российским металлом, где разброс толщин может быть существенным, рекомендуется закладывать запас по усилию не менее 20%.
Геометрия рабочей части: нюансы, влияющие на качество
Качество борта напрямую определяется состоянием рабочих поверхностей. Современный подход предполагает использование полированных поверхностей с шероховатостью не хуже Ra 0.32 для предотвращения налипания металла. Особое внимание следует уделить радиусам скруглений:
- Радиус пуансона (rп): Должен быть оптимальным для данной толщины материала. Слишком малый радиус вызовет концентрацию напряжений и разрыв. Для низкоуглеродистых сталей рекомендуемое значение rп ≈ (3–4)s.
- Зазор (z): Зазор между пуансоном и матрицей должен строго соответствовать толщине листа плюс допуск на утонение. Обычно z = (1.0–1.1)s. Увеличение зазора ведет к завалу кромки, уменьшение — к зажиму и повышенному износу.
- Угол конусности: Для облегчения съема детали и снижения усилия матрицы часто выполняют с небольшой конусностью (30’–1°), особенно при глубокой отбортовке.
«Мы столкнулись с проблемой микротрещин на бортах деталей из стали 09Г2С при работе на морозе. После аудита выяснилось, что поставщик штампов не учел изменение пластических свойств стали при отрицательных температурах цеха. Замена геометрии пуансона и полировка решили проблему без замены материала». — Главный технолог машиностроительного завода в Челябинской области.
Адаптация к российским условиям эксплуатации
Россия — страна с уникальными вызовами для промышленного оборудования. Работа в неотапливаемых цехах Сибири и Дальнего Востока, перепады влажности в центральных регионах, специфика местного сырья — все это диктует особые требования к конструкции и материалам штампов.
Климатический фактор и хладостойкость
При температуре ниже -20°C многие конструкционные стали переходят в хрупкое состояние. Хотя сам штамп работает в условиях контакта с металлом, который может быть холодным, основная проблема кроется в смазочно-охлаждающих технологиях (СОЖ) и эластичности вспомогательных элементов (пружин, демпферов). Однако и материал самого штампа должен обладать повышенной вязкостью разрушения. Использование сталей с высоким содержанием карбидов без правильной термообработки может привести к выкрашиванию режущих кромок при ударе холодным металлом.
Рекомендуется заказывать штампы для отбортовки с указанием класса хладостойкости исполнению «УХЛ» (умеренный и холодный климат) согласно ГОСТ 15150. Это подразумевает не только выбор марки стали, но и специальные режимы отпуска, снимающие внутренние напряжения.
Работа с отечественным сортовым прокатом
Переход на российский металл выявил ряд особенностей. Отечественная горячекатаная сталь часто имеет более толстый окалиновый слой и неравномерную толщину по ширине рулона по сравнению с премиальным импортом. Это требует от штамповой оснастки большей «всеядности».
Конструктивные решения, востребованные в 2026 году:
- Сменные вкладыши: Позволяют менять только изношенную часть матрицы, не демонтируя весь штамп.
- Увеличенные радиусы входа: Компенсируют возможные дефекты кромки заготовки после резки.
- Системы автоматической смазки: Интегрированные каналы подачи СОЖ прямо в зону деформации критически важны для работы с российским металлом, склонным к налипанию.
Каталог решений 2026: что предлагает рынок
Анализ предложений ведущих российских производителей оснастки позволяет выделить несколько ключевых направлений развития продуктовой линейки. Каталог 2026 года уже не просто перечень размеров, а структурированная система решений под отрасли.

Сектор А: Автомобилестроение и транспорт
Здесь доминирует потребность в высокоскоростной отбортовке отверстий под крепеж и фланцевых соединений. Основные требования — стойкость к абразивному износу (работа с оцинковкой и высокопрочными сталями) и минимальное время переналадки. Лидерами спроса становятся прогрессивные штампы, совмещающие пробивку и отбортовку в одном ходе пресса.
Сектор Б: Авиа- и ракетостроение
Специфика отрасли — работа с алюминиевыми, титановыми сплавами и композитами. Ключевой параметр — отсутствие пружинения и высочайшая точность геометрии. Штампы для отбортовки в этом сегменте часто изготавливаются из твердых сплавов или с использованием активных систем компенсации пружинения (подпружиненные пуансоны с регулируемым усилием).
Сектор В: Бытовая техника и строительство
Массовое производство корпусных деталей. Здесь важна стоимость владения. Предприятия выбирают компромиссные варианты: качественные стали отечественного производства с защитными покрытиями. Растет спрос на стандартизированные узлы, которые можно быстро заменить при поломке, не останавливая линию надолго.
| Параметр сравнения | Импортные аналоги (прошлое) | Современные российские решения | Перспектива 2026+ |
|---|---|---|---|
| Срок изготовления | 4–8 недель + логистика | 2–4 недели | До 10 дней для стандартных позиций |
| Адаптация под материал | Под европейский стандарт | Под ГОСТ и реальный российский прокат | Индивидуальный расчет под партию металла |
| Сервис и ремонт | Затруднен, долгая ожидание запчастей | Выезд инженера, ремонт за 3–5 дней | Предиктивная диагностика, замена по подписке |
| Документация | На иностранном языке | Полный пакет на русском (паспорт, чертежи) | Цифровой двойник штампа в формате STEP/PDF |
Как купить напрямую у производителя: алгоритм действий
Покупка штампов для отбортовки напрямую у завода-изготовителя исключает риски контрафакта и позволяет получить техническую поддержку на этапе проектирования. Однако этот процесс требует грамотной подготовки со стороны заказчика.
Шаг 1: Подготовка технического задания (ТЗ)
Недостаточно просто прислать чертеж детали. Грамотное ТЗ должно содержать:
- 3D-модель детали в актуальном формате (STEP, IGES).
- Марку материала заготовки с указанием ГОСТ или международного аналога.
- Требуемый объем выпуска (партия) — от этого зависит выбор материала штампа.
- Тип используемого пресса (модель, ход ползуна, размеры стола, усилие).
- Требования к точности и чистоте поверхности борта.
Шаг 2: Технологический аудит
Надежные производители перед заключением договора проводят бесплатный или платный аудит вашего ТЗ. Они могут предложить оптимизацию конструкции детали для удешевления оснастки (DFM-анализ). Например, предложить изменить радиус отбортовки на стандартный, что позволит использовать готовый пуансон вместо уникального.
Шаг 3: Согласование протокола испытаний
В договоре обязательно должен быть пункт о приемочных испытаниях. Штамп должен быть опробован на реальном материале заказчика (или его аналоге) с выдачей партии годных деталей. Только после подписания акта испытаний производится окончательный расчет.
Важно: Обращайте внимание на гарантийные обязательства. Производитель должен гарантировать работу штампа в течение определенного количества циклов (например, 50 000 ударов) без потери геометрии и необходимости заточки.
Практические рекомендации по эксплуатации и обслуживанию
Даже самый совершенный штамп выйдет из строя преждевременно при неправильной эксплуатации. Продление ресурса оснастки — задача не только поставщика, но и пользователя.
Смазка — залог долголетия
Отсутствие качественной смазки или использование неподходящего типа СОЖ является причиной 60% преждевременных отказов. Для отбортовки нержавеющей стали требуются смазки с противозадирными присадками (EP-присадки), для алюминия — составы, не вызывающие коррозии. Автоматизация процесса смазки дает лучший результат, чем ручное нанесение.
Контроль состояния
Внедрите регламент визуального контроля рабочих поверхностей каждые 1000–2000 ударов. Появление матовости, рисок или микрозадиров сигнализирует о начале износа. Своевременная полировка может восстановить ресурс без дорогостоящего ремонта.
Правильное хранение
Штампы должны храниться в сухом помещении, в закрытых шкафах или на стеллажах, исключающих контакт рабочих поверхностей друг с другом. Перед консервацией на длительное хранение обязательна очистка от СОЖ и нанесение антикоррозийного состава.
Заключение: инвестиция в надежность
Выбор штампов для отбортовки в 2026 году — это стратегическое решение, влияющее на себестоимость продукции и репутацию предприятия. Рынок предлагает широкий спектр решений: от бюджетных вариантов для разовых задач до высокотехнологичных комплексов для роботизированных линий. Ключ к успеху лежит в плоскости партнерства с производителем, способным обеспечить не просто продажу «железа», а комплексное технологическое сопровождение.
Инвестиции в качественную оснастку от проверенного российского производителя окупаются за счет снижения процента брака, уменьшения времени переналадок и отсутствия простоев из-за ожидания запчастей из-за рубежа. В эпоху технологического суверенитета надежность инструмента становится таким же важным активом, как и сами прессовые линии.
Часто задаваемые вопросы (FAQ)
Какой срок службы у штампа для отбортовки из стали Х12МФ?
При соблюдении технологии смазки и работе с низкоуглеродистой сталью толщиной до 2 мм, ресурс штампа из стали Х12МФ составляет в среднем 40 000 – 60 000 циклов до первой заточки. При работе с нержавейкой или оцинковкой ресурс снижается до 20 000 – 30 000 циклов.
Можно ли заказать штамп по моему чертежу с нестандартными размерами?
Да, большинство российских производителей работают по индивидуальным чертежам заказчика. Срок изготовления уникальной оснастки обычно составляет от 14 до 30 рабочих дней в зависимости от сложности конструкции и загрузки производства.
Как рассчитывается стоимость доставки штампа в удаленные регионы РФ?
Стоимость доставки рассчитывается индивидуально исходя из габаритов, веса упаковки и тарифов транспортных компаний (Деловые Линии, ПЭК, ЖД перевозки). Многие заводы включают доставку до терминала в своем городе в стоимость изделия, дальнейшую логистику оплачивает покупатель. При крупных заказах возможна доставка собственным транспортом производителя.
Предоставляете ли вы паспорт на штамп и сертификаты на материалы?
Обязательно. Каждый штамп, изготовленный сертифицированным производителем, сопровождается паспортом изделия, где указаны марка стали, твердость рабочих частей, результаты входного контроля и рекомендации по эксплуатации. Также предоставляются копии сертификатов качества на использованный металлопрокат.
Источники информации и нормативная база, использованные при подготовке материала:
- ГОСТ Р 53491-2009. Оборудование кузнечно-прессовое. Требования безопасности.
- ГОСТ 27835-88. Штампы листовой холодной штамповки. Узлы и детали. Общие технические условия.
- Материалы сообщества Habr по разделу «Производство и металлообработка» (аналитика 2024-2025 гг.).
- Отчеты с международной выставки «Металлообработка» (г. Москва, последние сезоны).
- Аналитические обзоры рынка инструментальных сталей РФ.





