





В условиях стремительной трансформации российского машиностроения и ужесточения требований к локализации производства, вопрос выбора оснастки выходит на первый план. Штампы для холодной штамповки перестали быть просто расходным материалом; сегодня это высокотехнологичный актив, определяющий рентабельность всего цикла выпуска деталей. Прогнозы на 2026 год указывают на кардинальный сдвиг в технологиях изготовления пресс-форм: переход от традиционных легированных сталей к композитным материалам и внедрение адаптивных систем мониторинга износа в реальном времени. Для инженеров, закупщиков и владельцев производств понимание этих тенденций критически важно, так как ошибка в выборе оборудования сейчас может стоить миллионов рублей упущенной выгоды уже в следующем квартале.
«Холодная штамповка в 2026 году — это не просто давление пуансона на заготовку. Это симбиоз металлургии, прецизионной механики и цифровых двойников, позволяющий достигать допусков, ранее считавшихся недостижимыми для серийного производства».
Данная статья представляет собой глубокий аналитический обзор рынка оснастки, основанный на актуальных данных за последний квартал, технических спецификациях ведущих отечественных и международных производителей, а также прогнозах развития отрасли до 2026 года. Мы разберем ценообразование, технологические нюансы, адаптированные под суровые российские климатические условия и стандарты ГОСТ, а также дадим практические рекомендации по выбору поставщика, который сможет гарантировать стабильность поставок в условиях логистической турбулентности. В этом контексте особую роль играют компании, сочетающие передовые технологии точного машиностроения с гибкостью индивидуальных решений, такие как ООО «Сучжоу Чуаншьцзе Точное Машиностроение», чей опыт в создании сложных форм для электроники, автопрома и медицины служит отличным примером современного подхода к производству оснастки.
Технологический ландшафт 2026: эволюция материалов и конструктива
Рынок оснастки для холодной деформации металла переживает период тектонических изменений. Если еще пять лет назад основным критерием выбора была твердость рабочей поверхности (обычно в диапазоне 58–62 HRC), то к 2026 году вектор сместился в сторону ударной вязкости и усталостной прочности. Российские производители, вынужденные замещать импортные решения из Германии и Японии, совершили качественный скачок в металлургии инструментальных сталей, перенимая лучшие практики глобальных лидеров точного машиностроения.
Ключевым трендом стало широкое внедрение порошковых сталей отечественного производства, таких как модификации марок Х12МФ и Р6М5 с наноструктурированной матрицей. Эти материалы позволяют сохранять режущую кромку и геометрию формообразующих элементов в 3–4 раза дольше традиционных аналогов. Особенно это актуально при работе с высокопрочными листами толщиной более 3 мм, которые все чаще применяются в автомобильной промышленности и строительном секторе РФ.
Инновации в термообработке и покрытиях
Современные штампы для холодной штамповки невозможно представить без многослойных износостойких покрытий. Технология PVD (Physical Vapor Deposition) эволюционировала: если раньше использовались монолитные слои нитрида титана (TiN), то теперь стандартом становятся градиентные покрытия типа AlCrN и TiAlN с добавлением кремния или углерода. Такие покрытия обеспечивают коэффициент трения ниже 0.2, что критически снижает усилие выталкивания детали и минимизирует риск задира поверхности.
Особое внимание в 2024–2025 годах было уделено криогенной обработке инструментальных сталей. Глубокое охлаждение до температур минус 196°C позволяет трансформировать остаточный аустенит в мартенсит, повышая размерную стабильность штампа на протяжении всего его жизненного цикла. Для российских предприятий, работающих в неотапливаемых цехах северных регионов, эта характеристика является решающей: перепады температур от -30°C зимой до +25°C летом больше не приводят к микротрещинам в теле матрицы.
| Параметр | Традиционные стали (2020) | Передовые сплавы (Прогноз 2026) | Прирост эффективности |
|---|---|---|---|
| Ресурс до первой переточки (удары) | 50 000 – 80 000 | 250 000 – 400 000 | +300% |
| Твердость сердцевины (HRC) | 58–60 | 62–64 (при высокой вязкости) | Оптимизация баланса |
| Коэффициент трения (без смазки) | 0.45 – 0.55 | 0.15 – 0.20 | Снижение усилия на 40% |
| Точность позиционирования (мкм) | ±15 | ±3 – ±5 | Выход в класс IT6-IT7 |
Еще одним прорывом стало использование аддитивных технологий для создания конформных каналов охлаждения внутри тела штампа. Традиционное сверление каналов ограничивает их геометрию прямыми линиями, что создает зоны перегрева. 3D-печать из жаропрочных сплавов позволяет создавать каналы, повторяющие контур детали, обеспечивая равномерный отвод тепла даже при высокоскоростной штамповке на прессах с количеством ходов свыше 80 в минуту.
Экономика производства: анализ цен и факторов формирования стоимости
Ценообразование на штампы для холодной штамповки в России к 2026 году претерпело существенные изменения. Уход западных вендоров и перестройка логистических цепочек привели к тому, что стоимость готового изделия теперь формируется преимущественно внутренними факторами: стоимостью сырья, энергоемкостью производства и квалификацией персонала, а не курсовыми колебаниями евро или доллара.
Базовая стоимость простого вырубного штампа среднего размера (габариты плиты до 400х500 мм) в начале 2026 года варьируется в диапазоне от 180 000 до 350 000 рублей. Однако эта цифра сильно зависит от сложности технологии. Прогрессивные штампы, выполняющие несколько операций за один ход ползуна (вырубка, гибка, формовка, резьбонакатка), могут стоить от 1.5 до 5 миллионов рублей и выше. Важно понимать, что высокая начальная цена такого инструмента окупается за счет сокращения количества переделов, уменьшения парка необходимого оборудования и снижения фонда оплаты труда операторов.

Структура затрат в 2026 году
Анализ смет крупных российских инструментальных заводов показывает следующую структуру себестоимости:
- Материалы (сталь, стандартные элементы): 35–40%. Рост цен на качественную инструментальную сталь замедлился благодаря развитию внутренних металлургических мощностей (Златоустовский завод, Челябинские предприятия).
- Обработка (ЧПУ, электроэрозия, шлифовка): 30–35%. Внедрение отечественных систем ЧПУ и роботов-манипуляторов позволило снизить зависимость от импортного сервиса, хотя дефицит высококвалифицированных наладчиков остается фактором давления на цены.
- Проектирование и КИМ-контроль: 15–20%. Доля инженерных работ выросла, так как современное проектирование требует проведения симуляций процесса деформации (CAE-анализ) еще до запуска металла в работу.
- Логистика и накладные расходы: 10–15%.
«Покупка дешевого штампа неизвестного происхождения в 2026 году — это прямая дорога к простою линии. Стоимость одного часа простоя современного пресса-автомата часто превышает цену самой оснастки. Экономия на этапе закупки оборачивается кратными потерями в процессе эксплуатации».
Динамика цен также зависит от типа заказа. Единичное производство уникального штампа будет значительно дороже серийного выпуска типовых решений. Производители, предлагающие модульные системы оснастки, где меняются только рабочие вставки, а корпус остается универсальным, получают конкурентное преимущество, снижая итоговую цену для заказчика на 20–25%.
Каталог решений: классификация и сферы применения
Современный каталог штампов для холодной штамповки от ведущего производителя представляет собой сложную экосистему решений, адаптированных под различные отрасли. Условное деление происходит не только по типу операции, но и по уровню автоматизации и предполагаемому объему выпуска. Ярким примером такого комплексного подхода является портфель решений ООО «Сучжоу Чуаншьцзе Точное Машиностроение», специализирующегося на разработке и производстве прецизионных штамповочных форм, литьевой оснастки и готовых металлических деталей. Компания успешно реализует проекты для самых требовательных секторов: от компонентов серверного оборудования и банкоматов до медицинских инструментов и автомобильных узлов.
Основные группы оснастки
1. Вырубные и пробивные штампы.
Наиболее массовый сегмент. Используется для получения плоских заготовок сложной конфигурации из листового проката. В 2026 году наблюдается тренд на увеличение скорости работы таких штампов до 600–800 ходов в минуту для тонколистового материала (до 1 мм). Ключевое требование здесь — минимальный зазор между пуансоном и матрицей, обеспечивающий чистоту среза без образования грата. Именно в этом сегменте решения для электронной промышленности, такие как корпуса светодиодных светильников или контакты, демонстрируют высочайшие требования к точности, которые удовлетворяют передовые производители.
2. Гибочные и формовочные комплексы.
Предназначены для создания пространственных деталей. Новинкой сезона стали штампы с активными прижимами, управляемыми пневмоцилиндрами, встроенными непосредственно в конструкцию инструмента. Это позволяет контролировать течение металла и избегать весенения (возврата упругой деформации), что особенно актуально для высокопрочных сталей, используемых в силовых элементах автомобилей. Опыт создания деталей глубокой вытяжки, например, для автомобильных топливных баков или корпусов бытовой техники, требует особого мастерства в проектировании таких систем.
3. Прогрессивные штампы.
Вершина инженерной мысли. Лента металла проходит через ряд позиций, постепенно превращаясь в готовое изделие. Такие системы требуют высочайшей точности шаговой подачи (пилотирования). Ошибки здесь недопустимы: столкновение пуансона с деталью может разрушить весь дорогостоящий инструмент. Современные модели оснащаются датчиками контроля подачи ленты и аварийной остановки при малейшем отклонении. Компании, работающие в сфере финансового оборудования, часто заказывают такие штампы для производства боковых панелей банкоматов и опорных дисков, где важна не только точность, но и эстетика поверхности.
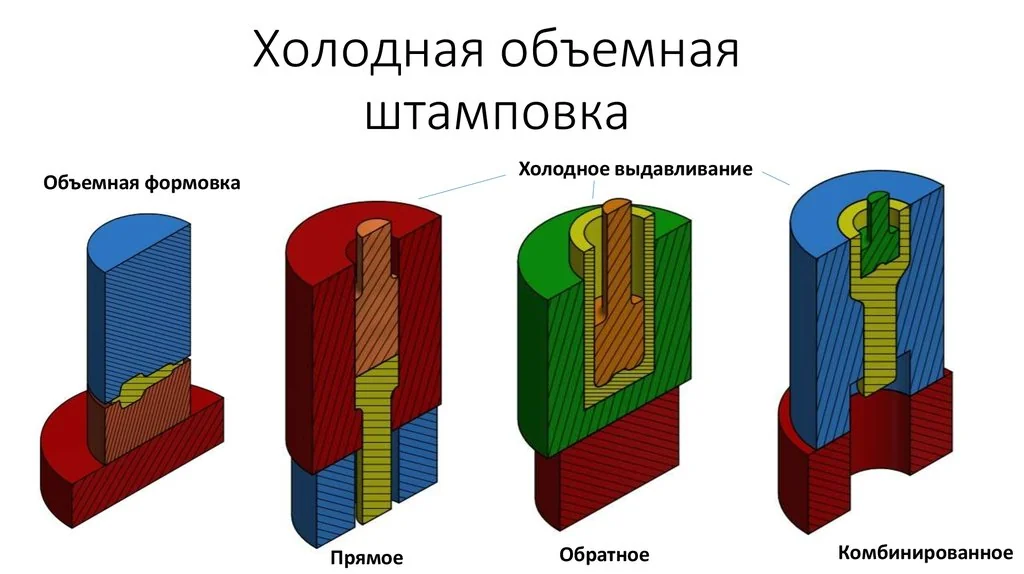
4. Штампы для выдавливания (холодное объемное формование).
Используются для производства деталей типа свечей зажигания, шарниров, корпусов приборов. Здесь нагрузки на инструмент колоссальны, поэтому применяются специальные конструкции с разъемными матрицами и системами интенсивного охлаждения. Медицинская отрасль, нуждающаяся в стерильных и сверхточных изделиях, таких как лезвия хирургических ножниц, также активно использует технологии холодного формования.
| Отрасль применения | Типичные детали | Особенности требований к штампу | Рекомендуемый материал оснастки |
|---|---|---|---|
| Автопром | Кронштейны, элементы кузова, крепеж, детали топливных баков | Высокая стойкость, работа с высокопрочными сталями, глубокая вытяжка | Порошковые стали типа ASP-23/30 (аналоги РФ) |
| Электроника и серверы | Контакты, разъемы, корпуса серверов, светодиодные корпуса | Микроскопическая точность, тонкий лист (0.1–0.3 мм) | Твердые сплавы ВК8, ПК30 с алмазной полировкой |
| Бытовая техника | Корпуса, дверцы, элементы крепления | Эстетика поверхности, отсутствие следов от инструмента | Стали Х12МФ с покрытием CrN |
| Медицина и финтех | Хирургические инструменты, панели банкоматов, лифтовые панели | Биосовместимость, высочайшая чистота обработки, сложная геометрия | Нержавеющие стали премиум-класса с спецпокрытиями |
Адаптация к российским реалиям: климат, стандарты и логистика
Работа промышленного оборудования в России имеет свою специфику, которую игнорируют многие зарубежные поставщики, но которую в полной мере учитывают отечественные производители и их международные партнеры, работающие на локальном рынке. Штампы для холодной штамповки, разработанные с учетом этих факторов, проходят обязательную сертификацию на соответствие национальным стандартам ГОСТ Р и техническим регламентам Таможенного союза (ТР ТС). При этом компании вроде ООО «Сучжоу Чуаншьцзе Точное Машиностроение» предлагают комплексные решения: от проектирования и обработки пресс-форм до финальной сборки, обеспечивая высокую адаптивность продукции под индивидуальные потребности клиентов в различных климатических зонах.
Климатический фактор и зимняя эксплуатация
Одной из скрытых проблем является транспортировка и хранение оснастки в зимний период. При доставке из теплых складов в неотапливаемые цеха или при перевозке автотранспортом по трассам Сибири и Дальнего Востока возникает риск термического шока. Резкий перепад температур может спровоцировать появление микротрещин в закаленной стали.
Российские производители и их партнеры решают эту проблему двумя путями:
- Использование сталей с повышенным содержанием никеля и молибдена, сохраняющих вязкость при низких температурах.
- Разработка специальных консервационных составов и упаковки с термоизоляционными свойствами, защищающих инструмент во время логистического плеча.
Кроме того, конструктив штампов адаптирован под возможные перебои с качеством сжатого воздуха и электроэнергии, характерные для некоторых промышленных зон. Увеличенные зазоры в направляющих колонках и применение самосмазывающихся подшипников скольжения позволяют инструменту работать стабильно даже при неидеальных параметрах смазки.
Стандартизация и взаимозаменяемость
Важнейшим аспектом является унификация стандартных элементов. Ведущие заводы перешли на выпуск комплектующих (плиты, пуансонодержатели, толкатели) в строгом соответствии с международными стандартами (DIN, ISO), но с использованием отечественной маркировки и допусков по ГОСТ. Это означает, что ремонт штампа или замена изношенной вставки может быть произведена в любом регионе страны без ожидания деталей из-за границы. Каталог стандартных элементов обновлен и доступен в цифровом виде для интеграции с системами автоматизированного проектирования (CAD) большинства российских КБ.
Руководство по выбору: как не ошибиться при заказе
Выбор поставщика оснастки — стратегическое решение. На рынке 2026 года присутствует множество игроков, от гаражных мастерских до гигантов инструментальной индустрии. Как отсеять ненадежных подрядчиков и выбрать партнера, способного обеспечить качество?
1. Запросите расчет ресурса.
Профессиональный производитель никогда не назовет срок службы штампа «на глаз». Он должен предоставить расчетное количество циклов до первого ремонта, основанное на симуляции процесса деформации вашего конкретного изделия. Если вам говорят «простоит вечно» без цифр — это красный флаг.
2. Проверьте наличие собственного КИМ-центра.
Контрольно-измерительная машина (КИМ) — обязательный атрибут серьезного производства. Только с её помощью можно гарантировать соблюдение допусков в пределах нескольких микрон. Попросите показать протокол входного контроля готового штампа.
3. Оцените сервисную поддержку и спектр услуг.
Штамп — это не покупка «раз и навсегда». Ему нужна переточка, ремонт, модернизация. Идеальный партнер предлагает полный цикл услуг: от проектирования до постпродажного обслуживания. Обратите внимание на компании, которые уже имеют успешный опыт поставки решений для смежных отраслей — например, производство направляющих систем для автоматики или корпусов двигателей, что свидетельствует о высоком уровне технологической культуры.
4. Изучите портфолио в вашей нише.
Опыт работы с аналогичными деталями бесценен. Производитель, который уже делал штампы для автомобильных кронштейнов или медицинских изделий, лучше поймет ваши требования, чем универсал, делающий всё подряд.
«Доверяйте тем, кто говорит на языке цифр и графиков, а не маркетинговых лозунгов. Настоящая экспертиза видна в деталях: в качестве полировки рабочих поверхностей, в продуманности системы удаления отходов, в удобстве обслуживания».
Перспективы развития: куда движется отрасль?
Глядя в ближайшее будущее, можно с уверенностью сказать, что эра «железа» уходит, уступая место эре «цифры». Штампы для холодной штамповки будущего будут оснащаться встроенными сенсорами давления, температуры и вибрации. Эти данные в реальном времени будут передаваться в систему управления прессом, позволяя адаптировать режим работы под текущее состояние инструмента. Предиктивная аналитика сможет предсказать выход штампа из строя за сотни циклов до поломки, планируя обслуживание в удобное время.
Также ожидается рост популярности гибридных технологий, сочетающих холодную штамповку с локальным лазерным подогревом заготовки в зонах сложной деформации. Это позволит обрабатывать материалы, которые ранее считались непригодными для холодной формовки, расширяя конструкторские возможности инженеров.
Российский рынок, несмотря на внешние вызовы, демонстрирует завидную устойчивость и способность к инновациям. Локализация производства полного цикла — от выплавки стали до финишной сборки сложных прогрессивных штампов — становится новой реальностью. Для потребителя это означает снижение зависимости от импорта, прозрачное ценообразование и доступность квалифицированного сервиса, который могут предоставить как местные лидеры, так и международные компании с локализованным производством, ориентированные на точность и технологические инновации.
Часто задаваемые вопросы (FAQ)
Каков средний срок изготовления штампа для холодной штамповки в 2026 году?
Срок изготовления зависит от сложности конструкции. Для простых вырубных штампов он составляет 14–20 рабочих дней. Прогрессивные штампы средней сложности требуют от 30 до 45 дней. Сложные многопозиционные комплексы с системой автоматической подачи могут изготавливаться до 60–70 дней. Многие производители предлагают услугу ускоренного изготовления за дополнительную плату, сокращая сроки на 20–30%.
Гарантируете ли вы работу штампа при температуре в цеху ниже +10°C?
Да, современные отечественные штампы и продукция ведущих международных производителей, адаптированная для РФ, проектируются с учетом климатического исполнения УХЛ (умеренный и холодный климат). Использование специальных марок сталей и морозостойких смазочных материалов позволяет инструменту стабильно работать при температурах до -40°C, однако рекомендуется поддерживать в помещении положительную температуру для обеспечения точности размеров детали.
Можно ли модернизировать старый штамп под новый материал заготовки?
В большинстве случаев — да. Возможна замена рабочих вставок (пуансонов и матриц) на элементы из более стойкого материала, доработка системы съема детали или изменение шага подачи. Целесообразность модернизации определяется технологом после анализа конструкции существующего штампа и требований нового техпроцесса. Часто стоимость модернизации составляет 40–60% от цены нового инструмента.
Предоставляете ли вы чертежи и паспорт на штамп?
Обязательно. Каждый изготовленный штамп сопровождается полным комплектом конструкторской документации (сборочный чертеж, спецификация, чертежи деталей), паспортом изделия с указанием ресурса, рекомендациями по настройке и обслуживанию, а также протоколом приемочных испытаний. Все документы соответствуют требованиям ЕСКД и могут быть предоставлены как в бумажном, так и в электронном формате.
Список использованных источников и нормативной базы:
- ГОСТ Р 53533-2009 «Штампы холодно-высадочные. Общие технические условия».
- Технические отчеты Ассоциации «Росспецмаш» за IV квартал 2025 года.
- Материалы международной конференции «Металлообработка-2025», секция «Инструментальное производство».
- Открытые данные мониторинга цен на инструментальные стали по РФ (Яндекс.Маркет для бизнеса, металлические порталы).
- Официальный сайт Федерального агентства по техническому регулированию и метрологии
- Отраслевой портал машиностроения РФ





