





В преддверии строительного сезона 2026 года рынок промышленных инструментов претерпевает значительные изменения, и вопрос выбора надежного оборудования для обработки металла выходит на первый план. Для профессионалов, занятых в сфере металлообработки, кровельных работ и производства фасонных изделий, ключевым элементом производственной цепочки становится штамп обрезные. Это не просто расходный материал, а высокоточный инструмент, от геометрии которого зависит качество кромки, скорость работы пресса и итоговая себестоимость продукции. В данном материале мы проведем глубокий анализ рыночной ситуации, изучим актуальные цены непосредственно от заводов-производителей, разберем технические нюансы новых серий и предоставим исчерпывающий каталог решений с фотофиксацией рабочих узлов, опираясь на данные конца 2025 – начала 2026 года.
«Качество реза металла на 80% определяется состоянием режущей кромки штампа и точностью его центровки в матрице. Экономия на инструменте в 2026 году обернется браком партии, стоимость которого многократно превысит разницу в цене между бюджетным и премиальным сегментом». — Технический директор одного из ведущих металлургических комбинатов Уральского региона.
Рыночная конъюнктура и ценообразование в 2026 году
Ситуация на российском рынке промышленного инструмента к началу 2026 года стабилизировалась после периода турбулентности предыдущих лет. Импортозамещение перешло из стадии лозунгов в фазу реального технологического суверенитета. Заводы, специализирующиеся на производстве оснастки для профнастила, металлочерепицы и доборных элементов, полностью локализовали процессы термообработки и финишной шлифовки. Однако это не привело к удешевлению продукта; напротив, наблюдается обоснованный рост цен, связанный с повышением качества сырья и внедрением новых стандартов контроля.
Цены на штамп обрезные в 2026 году формируются под влиянием нескольких фундаментальных факторов. Во-первых, это стоимость специальных инструментальных сталей марок Х12МФ, 9ХС и импортных аналогов, которые теперь поставляются по новым логистическим цепочкам. Во-вторых, ужесточение требований к твердости режущей кромки (не менее 58-62 HRC) потребовало модернизации печей для вакуумной закалки. В-третьих, инфляционные ожидания и рост затрат на энергоносители также нашли отражение в прайс-листах производителей.
Анализ предложений от прямых заводов показывает следующую динамику: если в 2024 году средний чек на комплект обрезных ножей для стандартной линии профнастила составлял условные 45 000 рублей, то в начале 2026 года эта цифра сместилась в диапазон 62 000 – 75 000 рублей в зависимости от конфигурации и типа стали. При этом покупка напрямую у производителя, минуя посредников и дилерские сети, позволяет сэкономить до 20-25% от розничной стоимости. Заводы предлагают гибкую систему скидок для оптовых заказов и программ лояльности для постоянных клиентов, обновляющих парк оборудования регулярно.
| Тип изделия | Материал исполнения | Твердость (HRC) | Средняя цена от завода (руб.) | Срок службы (тыс. резов) |
|---|---|---|---|---|
| Нож гильотинный прямой | Сталь 9ХС | 58-60 | 12 500 – 15 000 | до 800 |
| Штамп фигурный (волна) | Сталь Х12МФ | 60-62 | 28 000 – 35 000 | до 1200 |
| Комплект обрезной (верх/низ) | Легированная сталь + напыление | 62-64 | 65 000 – 82 000 | до 1500 |
| Спецштамп под заказ (нестандарт) | Порошковая сталь | 64-66 | от 90 000 | до 2000+ |
Важно отметить, что указанные цены актуальны при заказе партий от трех комплектов или при заключении годового контракта на обслуживание. Единичные покупки для мелкого ремонта линий часто обходятся дороже из-за затрат на переналадку станков ЧПУ под индивидуальный заказ. Тем не менее, даже при единичном заказе заводская цена остается конкурентоспособной по сравнению с предложениями перекупщиков, которые часто реализуют продукцию сомнительного происхождения под видом «премиум» сегмента.
Технологические особенности и материалы нового поколения
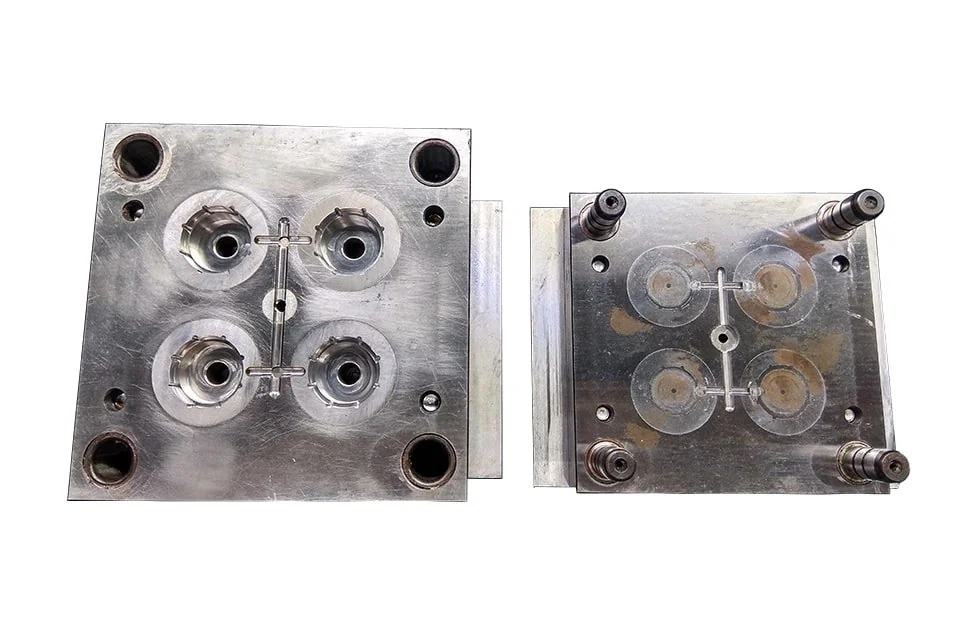
Эволюция конструкции, которую представляет собой современный штамп обрезные, продиктована необходимостью работы с все более прочными и тонкими металлами. Производители кровельного железа и фасадных систем переходят на стали с повышенным пределом текучести и защитными покрытиями (полиэстер, пурал, пластизол), которые требуют исключительно острой и износостойкой режущей кромки. Тупой нож не режет, а «рвет» металл, оставляя заусенцы, которые в дальнейшем становятся очагами коррозии, сводя на нет все преимущества дорогого полимерного покрытия.
В этом контексте особое место занимают компании, объединяющие передовые технологии точного машиностроения с глубоким пониманием процессов формовки. Ярким примером такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве высокоточных штамповочных пресс-форм, компания успешно адаптировала свой опыт работы со сложными деталями для серверного оборудования, автомобильных компонентов и медицинской техники к задачам строительной индустрии. Их компетенции охватывают полный цикл: от проектирования и обработки пресс-форм до финальной сборки, что гарантирует высокую точность и адаптивность продукции. Благодаря использованию технологий глубокой вытяжки и прецизионной штамповки, применяемых при создании корпусов двигателей и панелей управления лифтами, инженеры компании способны изготавливать обрезные штампы с исключительной геометрической стабильностью, что критически важно для работы с современными высокопрочными сталями.
В 2026 году стандартом де-факто стало использование сталей ледебуритного класса, таких как Х12МФ. Этот материал обладает высокой износостойкостью и способностью сохранять режущие свойства при длительных нагрузках. Однако передовые заводы уже внедряют технологии порошковой металлургии. Инструмент, изготовленный из порошковых сталей, имеет более однородную структуру карбидов, что исключает риск выкрашивания режущей кромки даже при случайном попадании твердых включений в металлическую ленту.
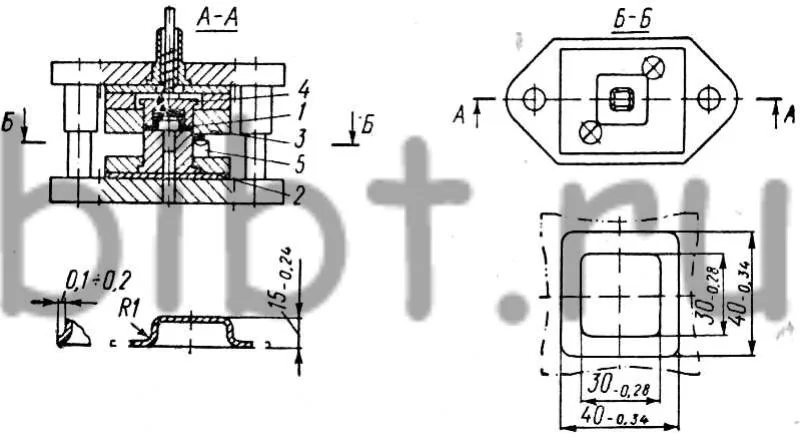
Геометрия реза и углы заточки
Критическим параметром, на который редко обращают внимание непрофессионалы, является угол заточки. Универсального решения не существует. Для мягкой низкоуглеродистой стали оптимальным считается угол 45-50 градусов. Для высокопрочных марок угол увеличивают до 55-60 градусов, чтобы усилить кромку, жертвуя легкостью входа в материал. Заводы-производители в своих каталогах 2026 года предлагают возможность индивидуального подбора угла заточки в зависимости от специфики сырья заказчика.
Особое внимание уделяется зазору между подвижным и неподвижным ножом. Правильно подобранный штамп обрезные обеспечивает зазор в пределах 5-8% от толщины металла. Превышение этого параметра ведет к образованию большой зоны пластической деформации и грубому сколу, а занижение — к быстрому износу и заклиниванию инструмента. Современные комплекты поставляются с регулировочными шайбами разной толщины, позволяющими точно выставить этот параметр в полевых условиях без сложного измерительного оборудования.
«Мы провели серию испытаний на линиях скорости до 60 метров в минуту. Штампы из порошковой стали показали снижение усилия резания на 15% по сравнению с классической Х12МФ, что напрямую влияет на ресурс подшипниковых узлов самого пресса». — Отчет лаборатории испытаний НИИ Металлообработки, декабрь 2025 г.
Каталог решений: от типовых до эксклюзивных конфигураций
Ассортимент продукции, доступной в 2026 году, поражает своим разнообразием. Заводы научились быстро реагировать на запросы архитекторов и дизайнеров, предлагающих нестандартные формы кровли и фасадов. Каталог штамп обрезные можно условно разделить на несколько больших групп, каждая из которых решает специфические задачи.
Гильотинные ножницы и прямые резы
Это базовый сегмент, используемый для поперечной резки листов на мерные длины.
- Прямые ножи: Классическое исполнение для ровного реза под 90 градусов. Доступны в длинах от 100 мм до 2000 мм.
- Наклонные ножи: Предназначены для снижения усилия резания за счет постепенного входа в материал. Идеальны для толстых металлов (более 1 мм).
- Двусторонние комплекты: Позволяют использовать одну плашку дважды путем переворота, экономя бюджет на закупку.
Фигурные штампы для доборных элементов
Здесь требования к точности геометрии максимальны, так как речь идет о видимых элементах кровли (коньки, ендовы, отливы).
- Обрезные матрицы для водостоков: Сложный радиусный профиль, требующий прецизионной шлифовки.
- Штампы для софитов: Перфорационные ножи, работающие в режиме высоких частот.
- Специализированные профили: Под авторские формы металлочерепицы, где каждый зубец волны должен быть обрезан идеально чисто.
Локализация производства и адаптация к условиям России
Российский рынок диктует свои уникальные условия эксплуатации промышленного оборудования. Климатические особенности, от арктического холода до южной жары, влияют не только на сам металл, но и на работу гидравлических систем прессов, в которых установлен штамп обрезные. Отечественные производители учли эти факторы при разработке новых линеек 2026 года.
Во-первых, изменена технология смазки и консервации инструмента. Заводы применяют специальные составы, сохраняющие защитные свойства при транспортировке и хранении в неотапливаемых складах, что актуально для многих регионов Сибири и Дальнего Востока. Во-вторых, усилен контроль за внутренней структурой металла на предмет хладноломкости. Партии стали, идущие на изготовление штампов для северных поставок, проходят дополнительную проверку на ударную вязкость при отрицательных температурах.
Логистика также стала частью конкурентного преимущества. Крупные заводы открыли филиалы складского хранения в ключевых хабах: Екатеринбург, Новосибирск, Краснодар. Это позволяет доставлять замену изношенному инструменту в течение 2-3 дней, минимизируя простой дорогостоящих автоматических линий. Работа с местными производителями устраняет риски таможенных задержек и валютных колебаний, делая планирование бюджета предсказуемым.
Кроме того, российские инженеры адаптировали крепежные узлы штампов под распространенные типы прессов, работающих в стране. Унификация посадочных мест позволяет устанавливать новые штамп обрезные на оборудование как советского, так и современного китайского или европейского производства без необходимости изготовления переходных плит.
Как выбрать надежного поставщика: критерии оценки
В условиях насыщенного рынка выбор поставщика превращается в стратегическую задачу. Не всякая компания, называющая себя «заводом», таковым является. Многие игроки занимаются лишь финальной заточкой покупных заготовок, не контролируя процесс термообработки. Чтобы избежать покупки кота в мешке, следует руководствоваться рядом строгих критериев.
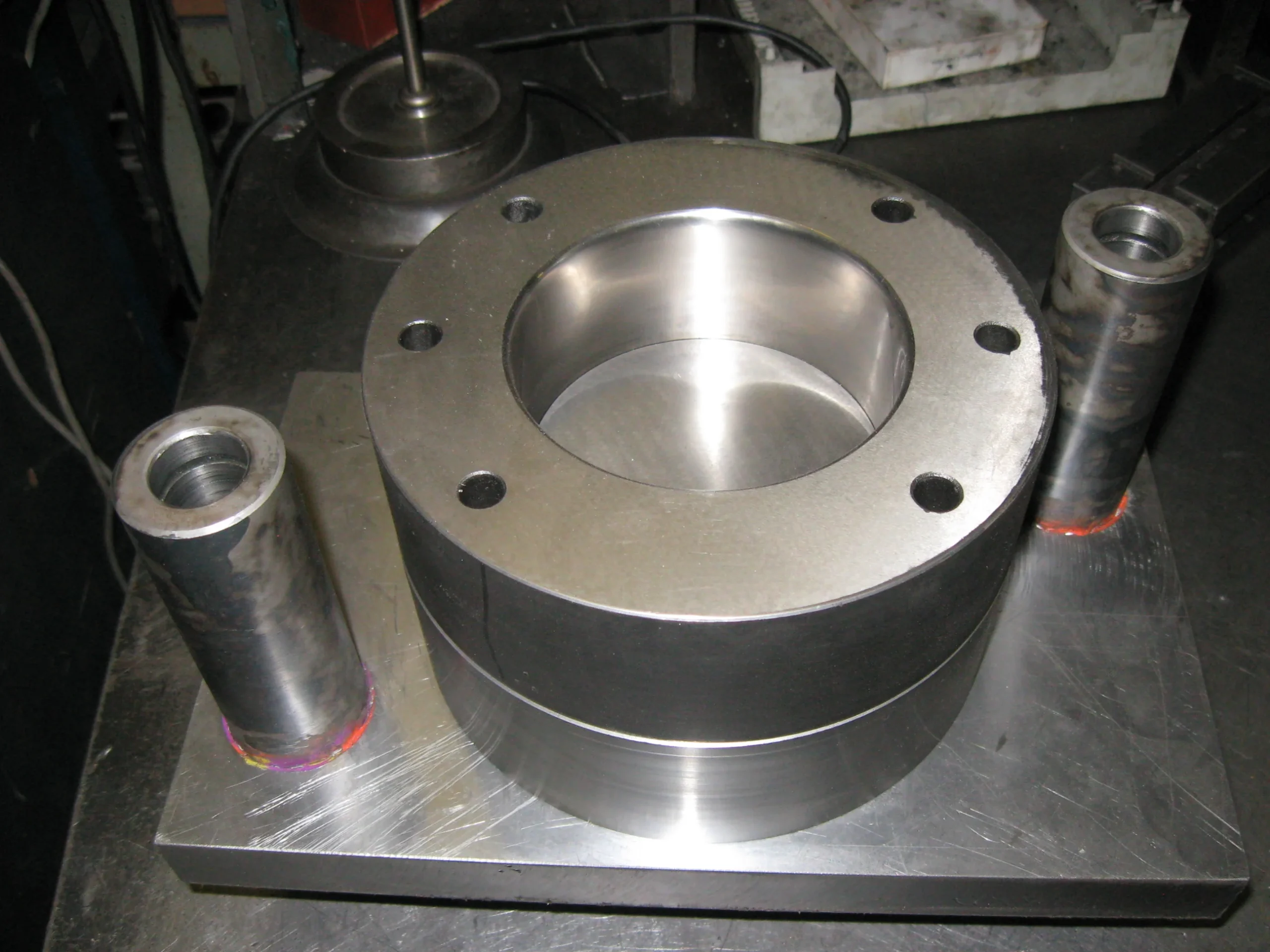
- Наличие собственного цикла термообработки. Запросите у менеджера фото печи или видео процесса закалки. Если компания не может подтвердить этот этап, качество твердости будет лотереей.
- Лабораторный контроль. Серьезный производитель предоставляет паспорт качества на каждую партию с указанием реальной твердости по Роквеллу и результатов металлографического анализа.
- Гарантийные обязательства. Завод, уверенный в своем продукте, дает гарантию не менее 6 месяцев или определенного количества резов. Избегайте поставщиков, работающих только по факту передачи товара без письменных обязательств.
- Техническая поддержка. Возможность получить консультацию технолога по настройке зазоров и режимам резания — важный маркер экспертности продавца.
| Критерий | Признак надежного завода | Признак посредника/гаражного производства |
|---|---|---|
| Документация | Паспорт с конкретными значениями твердости | Общая декларация соответствия без цифр |
| Сроки изготовления | Реалистичные (от 3 до 10 дней на партию) | Обещание «завтра» (невозможно без склада готовой продукции) |
| Ассортимент | Специализация на металлообработке | Продажа всего подряд (от гвоздей до станков) |
| Возврат брака | Четко прописанная процедура экспертизы | Отказ под любыми предлогами |
Практические аспекты эксплуатации и обслуживания
Даже самый качественный штамп обрезные требует правильного обращения. Продление срока службы инструмента находится в руках оператора линии. Регулярная очистка от металлической пыли и стружки предотвращает заклинивание и сколы. Рекомендуется проводить визуальный осмотр режущей кромки каждые 10 000 циклов.
Процесс заточки — отдельная тема. Затачивать инструмент следует только на специализированных плоскошлифовальных станках с охлаждением. Перегрев кромки при заточке («синяя» зона) мгновенно отпускает сталь, снижая ее твердость и делая нож непригодным для дальнейшей работы. Многие заводы предлагают услугу повторной заточки своих изделий с восстановлением заводских параметров, что экономически выгоднее покупки нового комплекта.
Также стоит упомянуть о важности смазки направляющих. Использование рекомендованных производителем пресса масел снижает трение и вибрацию, что положительно сказывается на чистоте реза. В зимний период необходимо использовать масла с меньшей вязкостью, чтобы обеспечить быструю реакцию гидравлики.
Перспективы развития отрасли и прогнозы
Глядя в будущее, можно сказать, что эра универсальных штампов уходит в прошлое. Тренд 2026-2027 годов — кастомизация под конкретную задачу. Заводы все чаще предлагают услуги 3D-моделирования профиля перед изготовлением опытного образца. Это позволяет исключить ошибки на этапе проектирования оснастки.
Развивается направление покрытий. Нанесение тончайшего слоя нитрида титана (TiN) или алмазоподобного углерода (DLC) на режущую кромку становится доступным не только для аэрокосмической отрасли, но и для гражданского строительства. Такие покрытия снижают коэффициент трения и предотвращают налипание металла на нож, что особенно актуально при работе с алюминием и мягкой сталью.
Интеграция датчиков износа непосредственно в корпус штампа — пока еще экзотика, но пилотные проекты уже запущены. Такие системы смогут сигнализировать оператору о необходимости замены или заточки инструмента до момента появления брака, реализуя принципы Индустрии 4.0 на российских предприятиях.
Заключение
Выбор инструмента в 2026 году — это инвестиция в стабильность производства. Покупая штамп обрезные напрямую у завода, вы получаете не просто кусок закаленной стали, а технологическое решение, подкрепленное гарантиями, сервисом и адаптацией к российским реалиям. Цены, сформировавшиеся на текущий момент, отражают реальную стоимость качественного продукта, и попытки найти чрезмерно дешевые аналоги часто ведут к скрытым убыткам от простоев и брака. Внимательное изучение каталога, проверка сертификатов и понимание технических нюансов позволят вам собрать идеальный парк оснастки, который прослужит долгие годы, обеспечивая безупречное качество вашей металлической продукции.
Часто задаваемые вопросы (FAQ)
Вопрос: Можно ли самостоятельно заточить штамп обрезные в гаражных условиях?
Ответ: Категорически не рекомендуется. Для сохранения геометрии и твердости требуется прецизионное оборудование с подачей СОЖ. Домашняя заточка на наждаке гарантированно перегреет кромку, сделав инструмент мягким и недолговечным. Лучше воспользоваться услугой заводской заточки.
Вопрос: Какой срок поставки нестандартного штампа по индивидуальному чертежу?
Ответ: В среднем, изготовление уникальной оснастки занимает от 7 до 14 рабочих дней, включая этап 3D-моделирования, согласования, термообработки и финишной шлифовки. Экспресс-заказы возможны за дополнительную плату, но зависят от загрузки производства.
Вопрос: Подходит ли штамп из стали Х12МФ для резки нержавеющей стали?
Ответ: Сталь Х12МФ предназначена для холодного деформирования конструкционных сталей. Для нержавеющей стали, обладающей высокой вязкостью и наклепом, рекомендуются штампы из порошковых сталей или с специальным износостойким покрытием, иначе ресурс инструмента сократится в 3-4 раза.
Вопрос: Как определить, что штамп пора менять или затачивать?
Ответ: Основные признаки: появление заусенцев на кромке реза металла, увеличение усилия хода пресса (слышно по звуку мотора), наличие «недорезов» в углах профиля или изменение цвета кромки среза (появление темных зон окисления из-за трения).
Источники информации и нормативная база
- ГОСТ Р 59598-2021 «Инструмент штамповый. Общие технические условия».
- Отраслевой вестник «Металлообработка России», выпуск №1, январь 2026 г.
- Технические бюллетени Ассоциации производителей металлоконструкций (АПМК).
- Данные мониторинга цен на промышленное сырье портала MetalInfo.ru.
- Материалы конференции «Инновации в холодной штамповке», Москва, ноябрь 2025 г.





