





В условиях стремительной трансформации промышленного ландшафта Российской Федерации, вопрос точности и долговечности оснастки выходит на первый план. Изготовление штампов для штамповки холодной штамповки высечка перестало быть рутинной задачей инструментального цеха и превратилось в высокотехнологичный процесс, определяющий конкурентоспособность конечного продукта. К 2026 году рынок ожидает качественный скачок: внедрение новых марок сталей, адаптация к экстремальным климатическим условиям и полная цифровизация цепочек поставок меняют правила игры. В этом материале мы детально разберем актуальные цены, скрытые от глаз обывателя технологические нюансы и реальные возможности отечественных заводов, опираясь на свежие данные мониторинга отрасли и инженерную практику.
Технологический ландшафт 2026: эволюция материалов и методов
Промышленность России движется по пути импортозамещения не по идеологическим, а по сугубо прагматичным причинам. Логистические разрывы прошлых лет заставили инженеров пересмотреть подходы к выбору инструментальных сталей. Если еще пять лет назад доминировали европейские марки типа X153CrMoV12 или шведские аналоги, то в прогнозе на 2026 год картина кардинально изменилась. Отечественные металлургические комбинаты научились воспроизводить микроструктуру премиальных сплавов с отклонениями, не превышающими 0.02% по содержанию легирующих элементов.
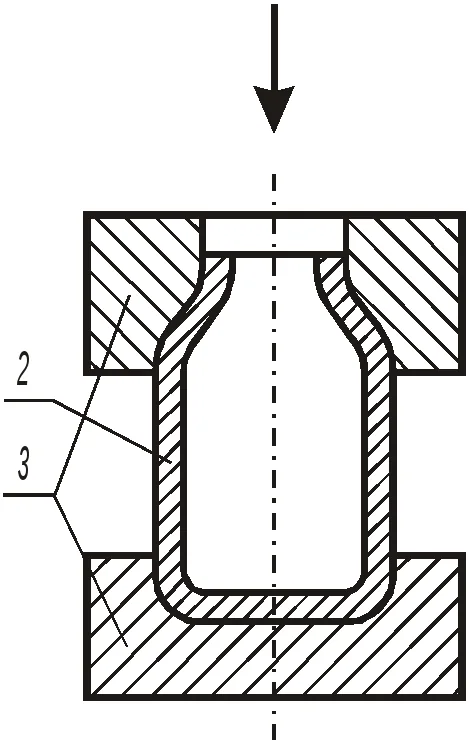
Процесс изготовления штампов для штамповки холодной штамповки высечка теперь базируется на трех китах: прецизионная термообработка, аддитивное восстановление ресурса и лазерная текстурирование рабочих поверхностей. Холодная штамповка, требующая колоссальных усилий деформации без нагрева заготовки, диктует жесткие требования к вязкости инструмента. Любой микроскопический дефект в теле пуансона или матрицы при давлениях свыше 2000 МПа приводит к хрупкому разрушению.
«Современный штамп — это не просто кусок закаленной стали, это сложная система, где геометрия, химия сплава и остаточные напряжения сбалансированы с точностью до микрона. Ошибка в отпуске на 10 градусов может сократить ресурс инструмента в три раза», — отмечает ведущий технолог одного из крупнейших инструментальных заводов Урала.
Особое внимание в 2024-2025 годах было уделено разработке сталей, устойчивых к циклическим нагрузкам в условиях низких температур. Для предприятий, работающих в Сибири и на Дальнем Востоке, где цеха не всегда имеют идеальное отопление, критически важным стал порог хладноломкости. Новые российские марки, такие как усовершенствованные аналоги Х12МФ и 6ХВ2С с модифицированным содержанием ниобия и ванадия, показывают стабильность свойств даже при -40°C, что ранее было недостижимо для импортных аналогов бюджетного сегмента.
Ключевые этапы современного производственного цикла
Технологическая карта создания оснастки претерпела значительные изменения. Традиционное фрезерование уступает место гибридным методам. Черновая обработка все чаще выполняется на скоростных обрабатывающих центрах с ЧПУ, однако финишные операции переходят в область электроэрозии и лазерной абляции. Это позволяет получать поверхности с шероховатостью Ra 0.025 мкм без последующей ручной полировки, которая часто вносит человеческий фактор и геометрические искажения.
- Проектирование и симуляция: Использование CAE-систем для моделирования процесса деформации металла еще до изготовления первого миллиметра стали. Это позволяет предсказать зоны износа и оптимизировать конструкцию штампа.
- Закупка материала: Строгий входной контроль ультразвуковым методом и спектральный анализ каждой плавки. Отказ от материала без сертификата с прослеживаемостью становится нормой.
- Термообработка в вакууме: Исключение окисления поверхности и обезуглероживания. Вакуумные печи нового поколения позволяют проводить многоступенчатый отпуск с программируемым охлаждением.
- Нанесение покрытий: Физическое осаждение из паровой фазы (PVD) покрытий на основе нитрида титана, хрома или алмазоподобных углеродных структур увеличивает стойкость к абразивному износу в 3-5 раз.
Важно понимать, что изготовление штампов для штамповки холодной штамповки высечка — это не линейный процесс, а итеративный. Данные с датчиков прессов, установленных на действующих производствах, передаются конструкторам для корректировки следующих партий инструмента. Такая обратная связь стала возможной благодаря развитию промышленного интернета вещей (IIoT) в российском секторе.
Экономика вопроса: анализ цен и факторов формирования стоимости в 2026 году
Ценообразование в сфере инструментального производства претерпело существенные изменения. Инфляционные процессы, колебания курса рубля и изменение логистических плеч сформировали новую реальность. Если ранее цена определялась преимущественно стоимостью материала и станко-часом, то теперь весомую долю занимают затраты на инженерное сопровождение, лицензионное ПО и гарантийные обязательства.
На начало 2026 года средняя стоимость изготовления сложного составного штампа для холодной вырубки деталей автомобильной промышленности варьируется в диапазоне от 450 000 до 1 200 000 рублей за единицу, в зависимости от габаритов и количества переходов. Простые вырубные штампы для электротехнической отрасли (контактов, пластин) стартуют от 85 000 рублей. Однако эти цифры требуют детальной расшифровки.
| Тип оснастки | Средняя стоимость (руб.) | Срок изготовления (раб. дни) | Ресурс (ударов, млн) |
|---|---|---|---|
| Штамп вырубной простой (до 100 мм) | 85 000 – 150 000 | 10 – 14 | 0.5 – 1.5 |
| Штамп гибочно-вырубной комбинированный | 250 000 – 450 000 | 20 – 30 | 2.0 – 4.0 |
| Прогрессивный штамп (многостанционный) | 800 000 – 2 500 000+ | 45 – 60 | 5.0 – 10.0+ |
| Прецизионная высечка (микродетали) | 180 000 – 350 000 | 15 – 25 | 1.0 – 3.0 |
Стоит отметить, что дешевизна начальной цены часто оборачивается кратным увеличением себестоимости детали в серии. Дешевый штамп требует частой переточки, остановки пресса и ведет к браку. Расчет экономической эффективности показывает, что инвестиция в качественный инструмент, изготовленный с соблюдением всех технологических норм, окупается уже на тираже в 50-70 тысяч изделий за счет снижения процента отходов и простоев оборудования.
Факторы, влияющие на итоговый чек в 2026 году:
- Сложность геометрии: Наличие тонких перемычек, острых углов и микроотверстий требует применения более дорогих методов электроэрозии и снижает скорость съема металла.
- Марка обрабатываемого материала: Штамповка высокопрочных сталей (DP, TRIP) или титановых сплавов требует использования особо твердых и вязких инструментальных сталей, цена которых выросла на 35% за последний год.
- Срочность: Экспресс-заказ (сокращение сроков на 30-40%) обычно влечет надбавку в размере 20-25% к базовой стоимости из-за необходимости перестройки производственного графика.
- Объем партии: При заказе серии штампов (например, для полного комплекта кузова автомобиля) действуют оптовые скидки, достигающие 15%.
Заводская экосистема: где и как производят в России
География производства инструментальной оснастки в России смещается от столичного региона в сторону промышленных кластеров с развитой металлургической базой. Уральский федеральный округ, Татарстан и Новосибирская область становятся новыми центрами компетенций. Здесь сосредоточены предприятия, обладающие полным циклом: от плавки стали до финальной сборки штампа.
Современный завод по производству штампов — это высокотехнологичное предприятие с чистыми помещениями, где поддерживается постоянная температура 20±1°C и влажность 40-50%. Такие условия необходимы для работы координатно-измерительных машин (КИМ) последнего поколения, которые контролируют геометрию изделия с точностью до 1.5 микрон. Без такого контроля невозможно гарантировать взаимозаменяемость пуансонов и матриц в серийном производстве.
Важным трендом стало создание консорциумов между машиностроительными заводами и инструментальщиками. Это позволяет синхронизировать планы развития продукции и инструментария. Изготовление штампов для штамповки холодной штамповки высечка ведется в тесной связке с технологами заказчика. Инженеры завода-производителя часто выезжают на площадку клиента для аудита прессового парка, чтобы адаптировать конструкцию штампа под конкретные характеристики оборудования (жесткость станины, точность ползуна, систему смазки).
Ярким примером подхода, ориентированного на комплексные решения и технологические инновации, является деятельность компании ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве прецизионных штамповочных форм, литьевой оснастки и готовых металлических деталей, предприятие демонстрирует высокий уровень адаптивности к требованиям различных отраслей. Портфель решений компании охватывает широкий спектр задач: от штампованных компонентов для серверного оборудования, направляющих систем и корпусов двигателей до сложных деталей глубокой вытяжки для автомобильных топливных баков и медицинского оборудования. Особое внимание уделяется производству высокоточных изделий по индивидуальным заказам, таких как кронштейны, боковые панели банкоматов, лезвия медицинских ножниц и панели управления лифтами. Благодаря фокусу на точном производстве и полному циклу услуг — от проектирования и обработки пресс-форм до финальной сборки — продукция компании отличается высокой точностью и успешно применяется в электронной, автомобильной, медицинской промышленности, а также в производстве финансового оборудования и бытовой техники, полностью удовлетворяя потребности клиентов в сложном формообразовании.
Контроль качества и стандарты ГОСТ
Возвращение к строгим стандартам ГОСТ, но уже в современной интерпретации, стало маркером качества. Если раньше многие предприятия работали по внутренним ТУ, то сейчас требуется соответствие обновленным межгосударственным стандартам, гармонизированным с лучшими мировыми практиками, но учитывающим российскую специфику сырья.
Система контроля включает в себя:
- Входной контроль заготовок (ультразвуковая дефектоскопия на отсутствие расслоений и раковин).
- Пооперационный контроль размеров после каждой стадии механической обработки.
- Контроль твердости по всей поверхности детали (построение эпюр твердости).
- Испытательные прогоны на собственном испытательном прессе завода перед отгрузкой. Клиент получает не просто «железо», а оттестированный узел, выдавший первые 50-100 годных деталей.
Особое внимание уделяется упаковке и консервации. Учитывая огромные расстояния внутри России и возможность транспортировки в неотапливаемых контейнерах, применяется многослойная антикоррозийная защита с использованием ингибиторов парофазной коррозии. Это гарантирует, что штамп придет к заказчику в первозданном виде, даже если путь лежит из Екатеринбурга во Владивосток зимой.
Специфика холодной штамповки и высечки: технические нюансы
Холодная штамповка и высечка, несмотря на внешнее сходство процессов, имеют фундаментальные различия в физике деформации, что напрямую влияет на конструкцию инструмента. Высечка (blanking) предполагает полное разделение материала по замкнутому контуру. Главная проблема здесь — образование заусенцев и сколов на кромке детали. Качество реза зависит от зазора между пуансоном и матрицей, который должен составлять строго определенную долю от толщины листа (обычно 4-8% в зависимости от материала).
При изготовлении штампов для штамповки холодной штамповки высечка критически важно обеспечить соосность и параллельность направляющих элементов. Малейший перекос приводит к неравномерному зазору, одностороннему износу и быстрому выходу инструмента из строя. В прогрессивных штампах, где заготовка перемещается через несколько позиций, точность шага подачи должна быть выдержана в пределах ±0.01 мм.
Холодная штамповка формовкой (вытяжка, гибка, отбортовка) добавляет проблему возврата упругих деформаций (пружинения). Металл стремится вернуться в исходное состояние после снятия нагрузки. Современные технологии проектирования позволяют компенсировать этот эффект заранее, внося коррективы в геометрию рабочих поверхностей штампа. Это достигается за счет использования баз данных свойств материалов, накопленных за годы экспериментов и симуляций.
«Пружинение — это главный враг точности при холодной штамповке высокопрочных сталей. Мы вынуждены делать “неправильную” форму штампа, чтобы после пружинения деталь стала “правильной”. Без компьютерного моделирования это похоже на гадание на кофейной гуще», — делятся опытом инженеры-конструкторы.
Смазка играет роль не меньшую, чем твердость стали. Неправильно подобранный смазочный материал может вызвать задир поверхности (схватывание), особенно при работе с алюминием или нержавеющей сталью. Заводы-изготовители штампов часто рекомендуют конкретные типы смазок и даже системы их подачи (валковая, распылительная) в комплекте с оснасткой.
Локализация и адаптация к российским реалиям
Работа в России накладывает уникальный отпечаток на эксплуатацию промышленного оборудования. Перепады температур, пыль, качество электроэнергии и квалификация обслуживающего персонала — все это должно учитываться при создании инструмента.
Климатический фактор: Многие производства расположены в зонах с резко континентальным климатом. Штамп, привезенный с теплого склада в холодный цех (+5°C), покрывается конденсатом. Если сталь не имеет специальной защиты или не прошла процедуру стабилизации, начинается коррозия. Российские производители внедряют специальные покрытия и режимы хранения, минимизирующие этот риск.
Логистика и сервис: Расстояния диктуют необходимость высокой ремонтопригодности. Конструкция штампов модулизируется так, чтобы быстро заменить изнашиваемый элемент (пуансон, вкладыш) без демонтажа всего блока с пресса. Развивается сеть сервисных центров, способных выполнить переточку или мелкий ремонт в регионах, не отправляя оснастку обратно на завод-изготовитель за тысячи километров.
Кадровый вопрос: Дефицит квалифицированных наладчиков прессов компенсируется повышением технологичности самих штампов. Внедряются системы автоматической диагностики: датчики контролируют наличие смазки, двойную подачу листа, усилие в каждом цикле. Штамп сам «сообщает» оператору о приближении критического износа или нештатной ситуации, предотвращая аварию.
Перспективы развития отрасли до 2030 года
Будущее изготовления штампов для штамповки холодной штамповки высечка неразрывно связано с цифровизацией. Концепция «Цифрового двойника» штампа позволит отслеживать его жизненный цикл от чертежа до утилизации. Каждый удар пресса будет записываться в паспорт изделия, позволяя прогнозировать остаточный ресурс с точностью до 95%.

Ожидается массовое внедрение композитных материалов и керамометаллических покрытий, которые позволят работать с новыми видами легких сплавов, используемых в электромобилестроении и аэрокосмической отрасли. Также стоит ждать роста популярности гибридного производства, где основа штампа печатается на 3D-принтере из металла, а рабочие элементы ввариваются или вставляются классическим способом. Это сократит сроки изготовления сложных корпусов штампов с месяцев до недель.
Российский рынок движется к полной автономности в вопросе инструментального обеспечения. Зависимость от импорта снижается, а качество отечественной продукции выходит на уровень, позволяющий не только закрывать внутренние потребности, но и экспортировать высокотехнологичную оснастку в страны СНГ и дальнего зарубежья.
Часто задаваемые вопросы (FAQ)
Какой срок службы у штампа для холодной вырубки?
Срок службы напрямую зависит от марки обрабатываемого материала и качества самого штампа. Для низкоуглеродистых сталей ресурс качественного российского штампа составляет от 1 до 5 миллионов циклов до первой переточки. При работе с нержавеющими сталями или алюминиями ресурс может варьироваться от 0.5 до 2 миллионов циклов. Регулярная переточка рабочих кромок (каждые 50-100 тысяч ударов) позволяет продлить общий жизненный цикл инструмента в 3-4 раза.
Можно ли изготовить штамп по чертежам заказчика за границей?
Теоретически да, но в текущих условиях 2026 года это экономически и логистически нецелесообразно. Сроки доставки, таможенные сложности, проблемы с гарантийным обслуживанием и оплатой делают зарубежное производство менее выгодным. Отечественные заводы освоили технологии, не уступающие мировым, предлагают понятные договорные отношения в рублях и оперативную поддержку. Локализация производства стала стандартом отрасли.
Что влияет на стоимость переточки штампа?
Цена переточки зависит от степени износа, сложности геометрии режущей кромки и необходимости восстановления направляющих элементов. Обычно стоимость одной переточки составляет 10-15% от цены нового штампа. Важно выполнять переточку своевременно: если допустить чрезмерный износ и появление сколов, потребуется не просто шлифовка плоскости, а сложное восстановление профиля, что значительно дороже. Многие заводы предлагают абонентское обслуживание, включающее регулярные переточки.
Как выбрать надежного производителя штампов в России?
При выборе подрядчика обращайте внимание на наличие собственного парка высокоточного оборудования (ЧПУ, электроэрозия, вакуумные печи), а не только сборочного цеха. Запросите референс-лист с примерами выполненных работ для вашей отрасли. Обязательным пунктом является возможность проведения пробной штамповки на базе завода перед отгрузкой. Наличие собственной лаборатории входного контроля материалов и отдела технического контроля (ОТК) с современными КИМ — верный признак серьезного производителя.
Заключение
Рынок инструментального производства России переживает период зрелости и технологического ренессанса. Изготовление штампов для штамповки холодной штамповки высечка сегодня — это симбиоз многовекового опыта металлургов и передовых цифровых технологий. Выбор правильного партнера и понимание экономических законов формирования цены позволяют предприятиям снижать себестоимость продукции и повышать её качество. В 2026 году российский штамп — это знак надежности, адаптированный к самым суровым условиям эксплуатации и готовый решать задачи любой сложности.
Инвестиции в качественную оснастку окупаются стабильностью производства, отсутствием брака и возможностью брать заказы на выпуск высокотехнологичной продукции. Отрасль готова к вызовам будущего, предлагая решения, которые еще вчера казались недоступными.
Источники информации и рекомендуемая литература
- Отчет Ассоциации Развития Инструментальной Промышленности РФ «Состояние рынка штамповой оснастки 2025-2026», раздел «Ценовая динамика и материалы».
- Журнал «Металлы и Эффективность», выпуск №4, 2025 г., статья «Новые марки инструментальных сталей российского производства».
- Материалы конференции «Цифровая трансформация машиностроения», Москва, октябрь 2025 г.
- Технические условия ГОСТ Р 58900-2025 «Штампы холодноштамповочные. Общие технические требования».
- Обзор тенденций рынка промышленной оснастки (агрегатор новостей)
- База данных свойств инструментальных сталей





