





В мире современного машиностроения, где каждая миллисекунда цикла и каждый грамм сэкономленного металла влияют на конечную рентабельность производства, понимание устройства оснастки становится критически важным навыком для инженера-технолога и закупщика. Когда речь заходит о массовом выпуске деталей сложной геометрии без нагрева заготовки, ключевым элементом цепочки становится инструмент, определяющий качество всей партии. Многие новички в отрасли ошибочно полагают, что успех зависит лишь от мощности пресса, однако истинная магия происходит внутри рабочей зоны. Чтобы разобраться в этом вопросе глубоко, необходимо детально изучить, из чего состоит штамп для холодной штамповки, так как именно архитектура этого узла диктует ресурс, точность и экономическую эффективность процесса в условиях российского рынка 2026 года.
Сегодняшняя статья представляет собой не просто теоретический экскурс, а практическое руководство, основанное на актуальных данных о ценах на инструментальные стали, новых ГОСТах и реалиях импортозамещения. Мы разберем конструкцию по винтикам, проанализируем стоимость владения и ответим на вопрос, почему правильный выбор компонентов штампа может сэкономить предприятию миллионы рублей уже в первый год эксплуатации.
Фундаментальная архитектура: анатомия современного штампа
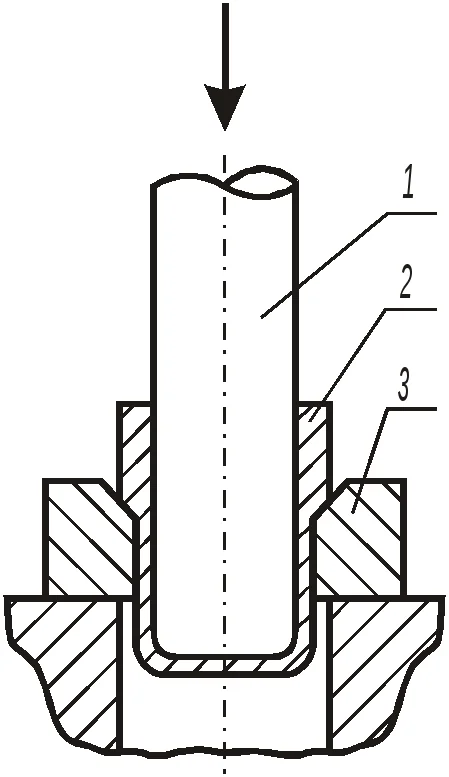
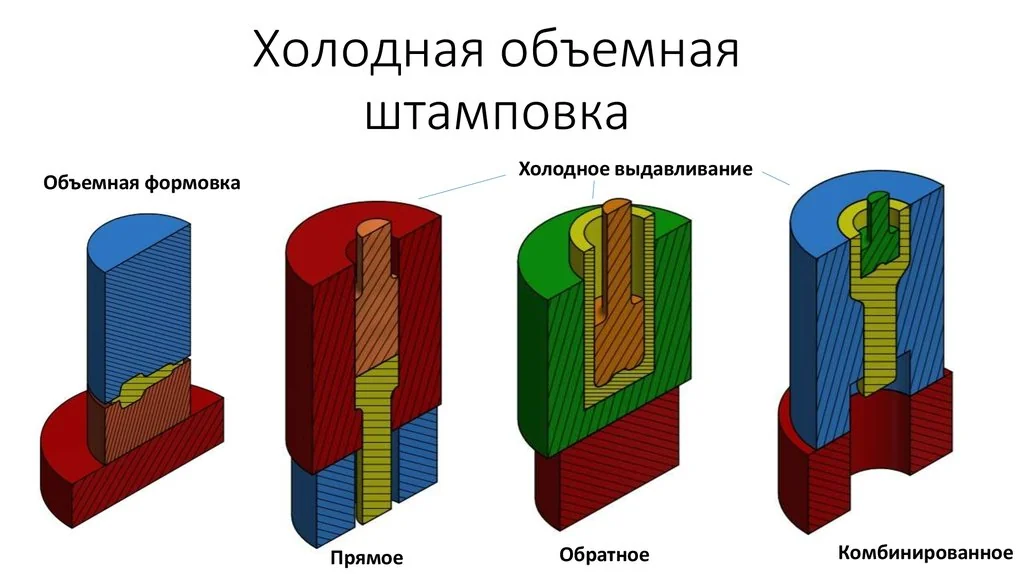
Холодная штамповка — это процесс формоизменения металла под давлением при температуре, не превышающей температуру рекристаллизации материала. В таких экстремальных условиях нагрузки, достигающие сотен тонн, передаются через сложный механизм. Если упростить до базового уровня, то ответ на вопрос, из чего состоит штамп для холодной штамповки, сводится к двум главным половинам: верхней (пуансонной) и нижней (матричной). Однако за этой простотой скрывается высочайшая инженерная мысль.
Верхняя часть штампа крепится к ползуну пресса и движется вниз, совершая рабочий ход. Нижняя часть стационарно закрепляется на столе пресса. Между ними находится заготовка. Но сама суть конструкции раскрывается в деталях взаимодействия этих половин. В 2026 году стандартом де-факто для высокоскоростных линий в России стала модульная конструкция, позволяющая быстро менять изношенные элементы без замены всего блока.
«Главная ошибка при проектировании — рассмотрение штампа как монолита. Современный подход требует модульности: пуансон, матрица, съемник и направляющие должны жить своей жизнью, но работать как единый организм», — отмечают ведущие конструкторы профильных НИИ Москвы и Екатеринбурга.
Ключевыми элементами, формирующими геометрию детали, являются рабочие органы. Пуансон — это выпуклая часть, которая внедряется в материал или огибает его. Матрица — вогнутая часть, принимающая пуансон и формирующая контур детали. Зазор между ними — это священный грааль технолога. Он рассчитывается с точностью до микрона и зависит от толщины листа, его марки и направления волокон. Ошибка в расчете зазора на 5-10% приводит либо к загрязнению реза (если зазор мал), либо к образованию чрезмерных заусенцев и быстрому выкрашиванию кромок (если зазор велик).
Система фиксации и центрирования
Ни один серьезный штамп не обходится без системы точного позиционирования. В условиях вибрации мощного пресса даже микросмещение заготовки фатально. Поэтому конструкция обязательно включает:
- Направляющие колонки и втулки: Обеспечивают соосность верхней и нижней плит. В 2026 году наиболее востребованы колонки с шарикоподшипниковыми узлами, обеспечивающие плавность хода и ресурс до 50 миллионов циклов.
- Упоры и ловители: Механические элементы, фиксирующие ленту или отдельную заготовку перед началом хода.
- Съемники: Устройства, которые отделяют материал от пуансона после обратного хода. Без надежного съемника деталь может «прилипнуть» к пуансону и быть поднятой вверх, что приведет к двойному ходу и разрушению инструмента.
Особое внимание в российских реалиях уделяется системе удаления отходов (высевок). В холодное время года, когда цеха могут охлаждаться ночью, смазка густеет, и отходы могут застревать в матрице, вызывая сколы. Современные конструкции предусматривают сквозные отверстия в матрице с конусом расширения внизу для свободного падения отходов или системы пневмопродувки.
Материаловедение: из чего делают сердце штампа в 2026 году
Разбираясь, из чего состоит штамп для холодной штамповки, нельзя игнорировать химический состав материалов. От выбора стали зависит, проработает ли инструмент смену или месяц. Рынок России в последние годы претерпел значительные изменения: уход западных поставщиков специнструментальных сталей стимулировал развитие отечественных аналогов и переориентацию на азиатские марки, прошедшие строгую входную контроль по новым внутренним регламентам.
Для рабочих элементов (пуансонов и матриц) традиционно используются высокоуглеродистые и высокохромистые стали. Лидером остается сталь марки Х12МФ (аналог зарубежной D2), которая сочетает высокую твердость (до 62-64 HRC) и хорошую вязкость. Однако для особо нагруженных узлов, работающих на предельных скоростях, все чаще применяются порошковые стали типа Р6М5К5 или импортные аналоги класса ASP-23/ASP-30, адаптированные под российские условия поставки.
| Марка стали | Твердость (HRC) | Основное применение | Средняя стоимость (руб/кг, 2026) |
|---|---|---|---|
| У8А, У10А | 58-60 | Простые выручные штампы, малые серии | 150 – 200 |
| Х12МФ | 60-62 | Вытяжка, гибка, сложные профили | 450 – 600 |
| Р6М5К5 (Быстрорежущая) | 63-65 | Высокоскоростная пробивка, твердые сплавы | 900 – 1200 |
| Твердый сплав ВК8/ВК15 | 85-90 HRA | Массовое производство (>1 млн циклов) | 3500 – 5000 |
Не менее важны материалы для конструктивных элементов — плит, колонок и втулок. Здесь доминируют стали среднего качества, такие как Ст45 или 40Х, подвергнутые улучшению (закалка с высоким отпуском) для снятия внутренних напряжений. Важно отметить, что в 2026 году ужесточились требования к чистоте стали по неметаллическим включениям. Даже микроскопические шлаковые включения могут стать очагом усталостной трещины при циклических нагрузках в десятки тысяч раз в сутки.
Отдельный пласт проблем связан с покрытием рабочих поверхностей. Нанесение износостойких покрытий (нитрид титана TiN, алмазоподобные покрытия DLC) стало стандартом для продления жизни инструмента. Это особенно актуально при работе с нержавеющими сталями и алюминиевыми сплавами, склонными к налипанию на инструмент. Покрытие снижает коэффициент трения, уменьшает нагрев и предотвращает образование задиров.
Экономический срез: ценообразование и рынок в РФ
Вопрос стоимости всегда стоит остро. Цена штампа складывается не только из стоимости металла, но и из трудоемкости изготовления, которая напрямую зависит от сложности геометрии. Понимание того, из чего состоит штамп для холодной штамповки, помогает правильно оценить коммерческое предложение от производителя оснастки.
На рынке России в начале 2026 года наблюдается четкая сегментация. Простые вырубные штампы для плоских деталей можно приобрести относительно недорого. Их стоимость формируется преимущественно стоимостью материала и временем работы на эрозионных станках. Однако сложные последовательные штампы (прогрессивные), выполняющие несколько операций (пробивка, гибка, вытяжка) за один ход пресса, относятся к категории уникального оборудования.
Факторы, влияющие на итоговую цену:
- Тип производства: Штампы единичного производства всегда дороже серийных из-за высокой доли ручного труда слесаря-инструментальщика при доводке.
- Точность исполнения: Требования к допускам ниже 0.02 мм резко увеличивают стоимость из-за необходимости использования прецизионного оборудования и климатических камер для стабилизации размеров при шлифовке.
- Комплектующие: Использование стандартных нормалей (пружин, винтов, колонок) от проверенных поставщиков снижает риск простоя, но увеличивает первоначальные вложения по сравнению с кустарным изготовлением крепежа.
Анализ цен на площадках промышленных закупок показывает рост стоимости готовых штампов на 15-20% по сравнению с 2024 годом. Это связано не столько с удорожанием металла, сколько с дефицитом квалифицированных кадров и ростом энергозатрат на термообработку. Средняя стоимость небольшого прогрессивного штампа для электротехнической отрасли стартует от 350 000 рублей, тогда как крупные автомобильные штампы могут достигать десятков миллионов рублей.
В этом контексте особую ценность приобретают компании, способные предложить полный цикл создания высокоточной оснастки с учетом современных требований к адаптивности и качеству. Ярким примером такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение». Специализируясь на разработке и производстве прецизионных штамповочных пресс-форм, компания предоставляет комплексные решения: от проектирования и обработки до финальной сборки. Продукция предприятия охватывает широкий спектр отраслей — от серверного оборудования и автомобильных компонентов до медицинской техники и финансовых устройств (банкоматов). Благодаря фокусу на технологических инновациях, «Сучжоу Чуаншьцзе» успешно реализует проекты любой сложности: будь то детали глубокой вытяжки для топливных баков, корпуса светодиодных светильников или высокоточные лезвия медицинских ножниц. Такой опыт позволяет клиентам получать изделия с исключительной точностью, полностью соответствующие индивидуальным требованиям производства.
При выборе поставщика штампа смотрите не на цену за килограмм изделия, а на гарантированный ресурс до первой переточки. Дешевый штамп, требующий ремонта каждые 10 тысяч циклов, обойдется предприятию в три раза дороже качественного аналога за счет простоев линии.
Специфика эксплуатации в российских условиях
Россия — страна с уникальными климатическими и логистическими особенностями, которые нельзя игнорировать при проектировании и эксплуатации оснастки. То, что идеально работает в комфортном цеху Германии, может столкнуться с проблемами в Сибири или на Дальнем Востоке.
Первый фактор — температурный режим. Многие предприятия работают в неотапливаемых или слабо отапливаемых помещениях в зимний период. Резкие перепады температур вызывают термические деформации массивных плит штампа. Конструкция должна учитывать коэффициенты линейного расширения разных материалов. Например, если пуансон из быстрорежущей стали, а плита из конструкционной, при нагреве от трения или изменении температуры цеха зазор может «уплыть». Инженеры рекомендуют предусматривать компенсационные зазоры или использовать материалы с близкими коэффициентами расширения для критических узлов.
Второй фактор — качество смазочных материалов. В условиях мороза обычные индустриальные масла густеют, теряя свои свойства. Это приводит к сухому трению и перегреву. Современные штампы для российского рынка часто проектируются с системами централизованной подачи специальных низкотемпературных смазок или с каналами для воздушного охлаждения/нагрева.
Третий аспект — ремонтопригодность и логистика запчастей. В свете санкционных ограничений возможность быстрой замены сломавшегося компонента становится вопросом выживания производства. Конструкция штампа должна быть максимально унифицирована. Использование метрического крепежа вместо дюймового, стандартных профилей направляющих и доступных марок сталей позволяет проводить ремонт силами собственного инструментального цеха, не ожидая поставок из-за рубежа неделями.
Соответствие стандартам ГОСТ и безопасность
Безопасность оператора — приоритет номер один. Российские ГОСТы (например, ГОСТ Р 55079-2012 и обновленные версии 2025 года) предъявляют жесткие требования к защите рук и наличию блокировок. Штамп должен быть сконструирован так, чтобы исключалась возможность нахождения рук в опасной зоне во время рабочего хода. Это реализуется через:
- Защитные кожухи и экраны.
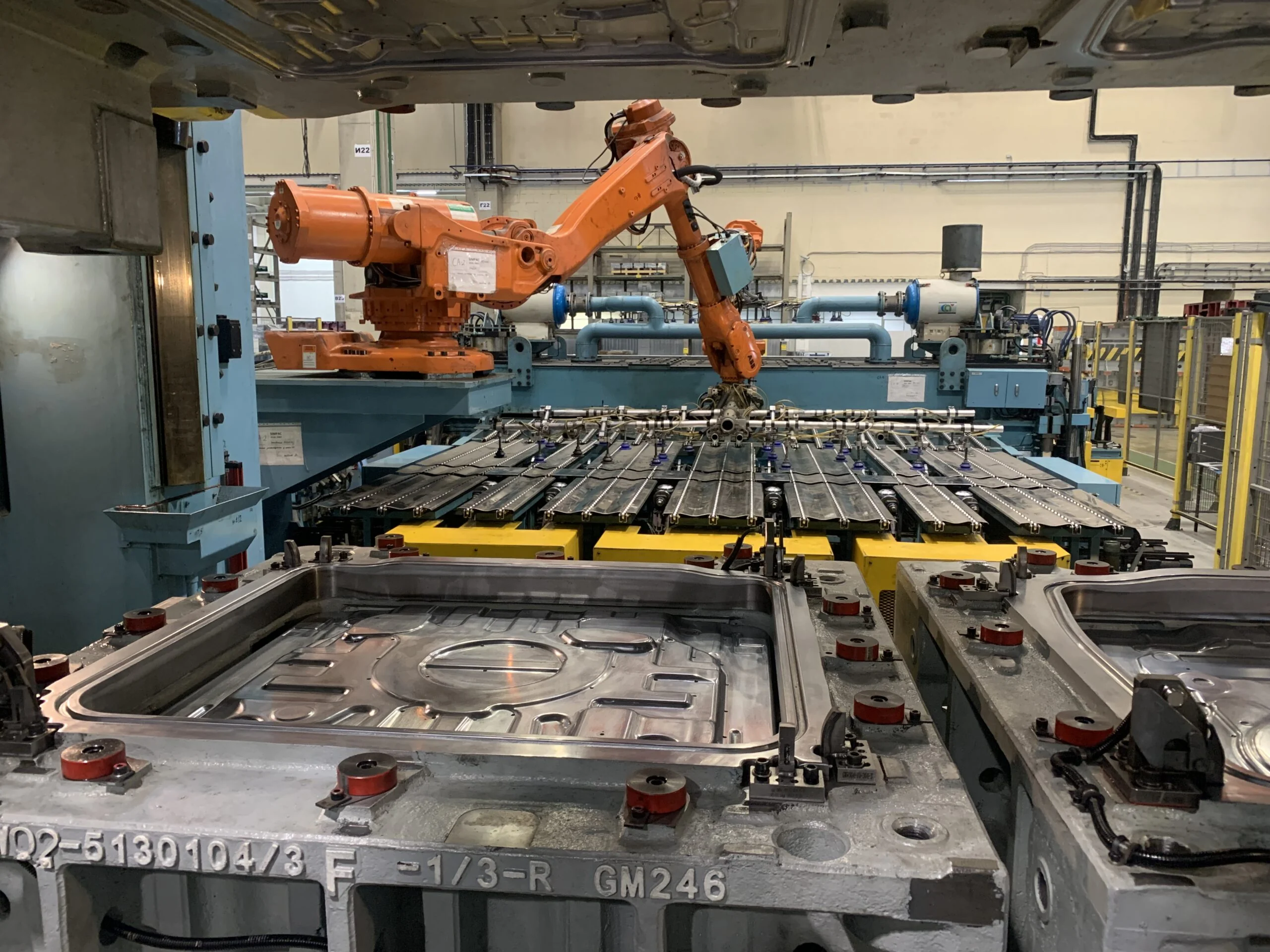
- Автоматические подающие устройства (рольганги, манипуляторы).
- Системы световых барьеров, блокирующих включение пресса при нарушении зоны безопасности.
Несоответствие этим требованиям ведет не только к штрафам со стороны Ростехнадзора, но и к реальным человеческим трагедиям. Поэтому при заказе штампа сертификат соответствия требованиям безопасности является обязательным документом.
Тренды развития: куда движется отрасль
Отрасль холодной штамповки не стоит на месте. Анализ форумов инженеров (Habr, специализированные разделы на промышленных порталах) и отчетов выставок вроде «Металлообработка-2026» выявляет несколько устойчивых трендов.
Во-первых, это цифровизация. Внедрение датчиков давления и температуры непосредственно в тело штампа позволяет в реальном времени мониторить состояние инструмента. Система предупреждает оператора о приближении критического износа или неправильной настройке пресса еще до того, как будет испорчена партия деталей. Это переход от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию.
Во-вторых, аддитивные технологии. 3D-печать металлом начинает использоваться для создания сложных каналов охлаждения внутри пуансонов и матриц, что невозможно сделать традиционным сверлением. Это позволяет эффективнее отводить тепло и повышать скорость работы пресса на 20-30%.
В-третьих, экологичность. Отказ от хлорсодержащих смазок и переход на биоразлагаемые составы диктует новые требования к материалам рабочих поверхностей. Штампы должны быть стойкими к агрессивным средам новых видов смазок.
Практическое руководство: как выбрать и заказать
Для технолога или руководителя производства, стоящего перед задачей обновления парка оснастки, важен алгоритм действий. Опираясь на понимание того, из чего состоит штамп для холодной штамповки, можно сформулировать четкое техническое задание (ТЗ), которое минимизирует риски.
Шаг 1. Анализ детали и программы выпуска. Четко определите материал заготовки, толщину, требуемую точность и годовой объем. Для малых серий (до 10 тыс. шт.) нет смысла заказывать дорогостоящий штамп из твердого сплава — достаточно комбинированной конструкции. Для миллионов деталей экономия на материале пуансона выйдет боком.
Шаг 2. Выбор типа штампа. Решите, нужен ли вам простой вырубной, гибочный или прогрессивный штамп. Прогрессивные штампы дороже в изготовлении, но дешевле в эксплуатации за счет сокращения количества переходов и персонала.
Шаг 3. Требования к нормализованным элементам. Укажите в ТЗ предпочтительных поставщиков стандартных элементов (колонок, пружин, шариковых фиксаторов). Это упростит будущий ремонт.
Шаг 4. Приемка и тестирование. Никогда не принимайте штамп без опробования на своем прессе или прессе изготовителя с выдачей пробной партии деталей. Проверьте легкость хода, качество реза, работу съемников и систему удаления отходов.
Совет эксперта: Обязательно потребуйте паспорт на штамп с указанием марки сталей всех основных деталей и режимов их термообработки. Это «медицинская карта» вашего инструмента, без которой грамотный ремонт невозможен.
Часто задаваемые вопросы (FAQ)
Какой срок службы у современного штампа для холодной штамповки?
Срок службы варьируется в широких пределах и зависит от материала рабочих органов и типа обрабатываемого металла. Для штампов из стали Х12МФ при работе с низкоуглеродистой сталью ресурс до первой переточки составляет обычно 50–100 тысяч циклов. Твердосплавные штампы могут работать без переточки до 1–2 миллионов циклов. Общий срок службы при своевременном ремонте может достигать 5–7 лет интенсивной эксплуатации.
Можно ли модернизировать старый штамп под новые задачи?
Да, модернизация возможна и часто экономически целесообразна. Обычно заменяются рабочие элементы (пуансоны и матрицы), добавляются современные системы съема и направляющие нового поколения. Базовые плиты (верхняя и нижняя) часто сохраняются, если они не имеют усталостных трещин и соответствуют габаритам нового пресса.
Почему появляются заусенцы на деталях и как это исправить?
Появление заусенцев — верный признак увеличения зазора между пуансоном и матрицей сверх допустимого. Это происходит из-за естественного износа кромок или неправильной установки инструмента. Решение заключается в переточке рабочих поверхностей (шлифовке) для восстановления заводских зазоров или замене изношенных вставок. Игнорирование проблемы ведет к росту усилий прессования и риску поломки штампа.
Влияет ли температура в цеху на качество штамповки?
Безусловно. Холодный металл более прочен и менее пластичен, что требует больших усилий прессования. Кроме того, температурные деформации самого штампа могут нарушить точность соосности. Для высокоточных работ рекомендуется поддерживать в цехе стабильную температуру (+18…+22°C) и использовать смазки, адаптированные к текущим условиям.
Подводя итог, можно сказать, что глубокое понимание того, из чего состоит штамп для холодной штамповки, является фундаментом для построения эффективного и рентабельного производства. В 2026 году, когда конкуренция обостряется, а ресурсы дорожают, ставка делается не на количество, а на качество и технологичность оснастки. Грамотный выбор конструкции, материалов и поставщика, такого как ООО «Сучжоу Чуаншьцзе Точное Машиностроение», позволяет превратить штамп из расходного материала в надежный актив, приносящий прибыль годами.
Источники информации и нормативная база
- ГОСТ Р 55079-2012 (с изменениями 2025 г.) «Штампы холодноштамповые. Общие технические условия».
- Справочник технолога-штамповщика, том 1 и 2, изд. «Машиностроение», актуализированное издание 2025 года.
- Отчеты отраслевых ассоциаций «Союзметиз» и РАПП о состоянии рынка инструментальных сталей в РФ за 2025-2026 гг.
- Материалы международной выставки «Металлообработка-2026», секция «Оснастка и инструмент».
- Профильные обсуждения на портале Habr (раздел Производство).
- Аналитический портал MetalInfo.ru (котировки на инструментальные стали).





