Как найти надежного производителя штампов для глубокой вытяжки в 2026?
2026-06-07
- Как выбрать производителя штампов для глубокой вытяжки в 2026 году: критерии надежности
- Технические параметры, определяющие качество штамповки
- Управление рисками при заказе оснастки в Китае
- Отраслевые стандарты и сертификация: на что смотреть
- Практические шаги по выбору поставщика
- Часто задаваемые вопросы
Как выбрать производителя штампов для глубокой вытяжки в 2026 году: критерии надежности
Найти надежного партнера по производству штампов для штамповки листового металла в 2026 году означает не просто сравнить цены в каталогах, а провести аудит инженерной компетенции завода. Рынок изменился: стандартные решения больше не работают для сложных задач глубокой вытяжки, где допуски измеряются в микронах. Мы проанализировали десятки кейсов и видим четкую тенденцию — компании, экономящие на этапе проектирования пресс-формы, теряют до 30% бюджета на последующей доработке оснастки и браке серийных партий. Если вы ищете поставщика, способного гарантировать стабильность геометрии детали от первой до миллионной штуки, вам нужно смотреть глубже маркетинговых брошюр.
В нашей практике был случай, когда клиент заказал партию корпусов для медицинского оборудования у поставщика с «самой низкой ценой». Результат? На 500-й детали начался разрыв металла по радиусу пуансона из-за неправильного расчета усилия прижима. Завод-изготовитель обвинил материал, но проблема крылась в отсутствии компенсации пружинения в конструкции штампа. Этот инцидент стоил заказчику трех недель простоя конвейера. Именно поэтому в 2026 году ключевым фактором становится не наличие станков, а опыт инженеров в моделировании процессов деформации.
Технические параметры, определяющие качество штамповки
При оценке потенциального поставщика штампов для штамповки листового металла первым делом запросите данные о точности изготовления рабочих элементов. Для глубокой вытяжки критическим параметром является зазор между пуансоном и матрицей. Он должен составлять 10–12% от толщины листа для мягких сталей и до 18% для высокопрочных сплавов. Отклонение даже на 0,02 мм может привести к образованию гофр или, наоборот, к истончению стенки детали вплоть до разрыва. Надежный производитель всегда указывает класс точности своих форм, обычно это IT6 или IT7 по ГОСТ/ISO, и готов предоставить протокол измерений координатно-измерительной машиной (КИМ).
Обратите внимание на материал рабочей пары. В 2026 году использование обычной инструментальной стали У8 или Cr12MoV без дополнительной обработки считается устаревшим подходом для высоконагруженных штампов. Ведущие предприятия, такие как ООО «Сучжоу Чуаньцзе Точное Машиностроение», применяют стали марки SKD11 с вакуумной закалкой до 58–60 HRC и последующим нанесением износостойких покрытий (TiN, TiAlN). Это увеличивает ресурс штампа до 500 000 циклов без потери геометрии. Если поставщик не может назвать марку стали и твердость рабочих поверхностей, считайте это красным флагом.
Еще один важный аспект — система удаления отходов и смазки. В автоматизированных линиях глубокой вытяжки застревание обрезка или неравномерная подача смазки приводят к мгновенному выходу из строя дорогостоящей оснастки. Современные проекты предусматривают встроенные каналы воздушной продувки и системы мониторинга давления смазки в реальном времени. Попросите показать примеры таких решений в портфолио завода. Отсутствие автоматизации вспомогательных процессов говорит о том, что завод ориентируется на мелкосерийное ручное производство, что недопустимо для крупных промышленных заказов.
Контрольный список технических требований
- Точность позиционирования: Не хуже ±0,005 мм для многопозиционных прогрессивных штампов.
- Ресурс до первого ремонта: Минимум 300 000 ходов для сталей толщиной до 2 мм.
- Система безопасности: Наличие датчиков контроля подачи материала и защиты от двойного хода.
- Сертификация материалов: Предоставление сертификатов 3.1 на сталь и стандартные элементы.
Управление рисками при заказе оснастки в Китае
Заказывая штампы для штамповки листового металла за рубежом, вы сталкиваетесь с риском несоответствия ожиданий реальности. Главная проблема — коммуникационные искажения. Техническое задание, переведенное через онлайн-переводчик, часто теряет нюансы, критичные для технологии глубокой вытяжки. Например, требование «гладкая поверхность» может быть понято как полировка Ra 0.4, тогда как вам нужна текстура для удержания смазки. Чтобы избежать этого, требуйте утверждения 3D-моделей и чертежей с конкретными обозначениями шероховатости и допусков перед началом изготовления.
Мы рекомендуем внедрить этап промежуточного контроля (Pre-shipment Inspection) непосредственно на заводе изготовителя. Не полагайтесь только на фотоотчеты. Инспектор должен проверить работу штампа в режиме реального времени, отобрать первые 50 деталей и замерить их ключевые размеры. Один из наших клиентов столкнулся с ситуацией, когда завод прислал идеальные образцы, сделанные вручную, а серийная продукция имела брак из-за износа направляющих колонок. Только личный визит или привлечение третьей стороны позволили выявить подмену технологического процесса.
Юридическая защита также играет роль. Убедитесь, что контракт содержит пункты о штрафных санкциях за срыв сроков и несоответствие техническим условиям. В 2026 году многие китайские производители работают по международным стандартам ISO 9001:2015, что облегчает процедуру претензий. Однако наличие сертификата само по себе не гарантирует качество конкретной партии. Проверяйте отчеты о внутренних аудитах качества за последний год. Если завод не может их показать, его система менеджмента качества существует только на бумаге.
Отраслевые стандарты и сертификация: на что смотреть
Для различных отраслей требования к штампам кардинально отличаются. В автомобильной промышленности, особенно для деталей топливных систем или элементов безопасности, обязательным является соответствие стандарту IATF 16949. Этот стандарт жестче обычного ISO 9001 и требует прослеживаемости каждого элемента штампа до плавки металла. Медицинское оборудование требует биосовместимости материалов и отсутствия зон застоя, где могут скапливаться бактерии, что влияет на конструкцию разделительных линий формы.
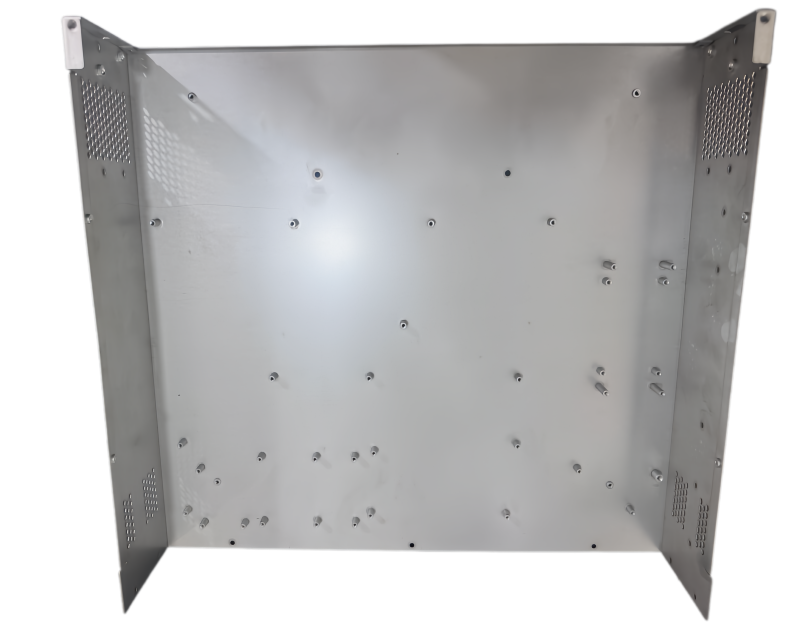
В электронной промышленности и производстве серверного оборудования, где работает ООО «Сучжоу Чуаньцзе Точное Машиностроение», ключевым фактором становится электропроводность и экранирование. Штампованные детали здесь часто служат элементами заземления или корпусами, защищающими от помех. Допуски на соосность отверстий могут достигать ±0,01 мм. Производитель должен иметь опыт работы с тонколистовыми материалами (0,3–0,8 мм) и понимать физику пружинения таких сплавов. Ошибки в расчете развертки здесь недопустимы, так как ведут к нарушению сборки всего устройства.
Не игнорируйте экологические стандарты. Европейский рынок и все больше азиатских стран требуют соблюдения директивы RoHS. Это касается не только конечного изделия, но и смазочно-охлаждающих жидкостей, используемых при изготовлении штампа, а также покрытий. Запросите у поставщика декларацию соответствия. Отсутствие такого документа может заблокировать вашу продукцию на таможне или привести к отказу крупных ритейлеров от сотрудничества.
| Параметр сравнения | Бюджетный сегмент | Премиум сегмент (Рекомендуемый) |
|---|---|---|
| Материал пуансона/матрицы | Cr12, закалка 52-54 HRC | SKD11 / ASP-23, закалка 58-62 HRC + покрытие |
| Ресурс штампа | до 150 000 циклов | от 500 000 до 1 000 000 циклов |
| Точность изготовления | ±0,02 – 0,03 мм | ±0,005 – 0,01 мм |
| Срок изготовления | 20-25 дней (часто с нарушениями) | 30-35 дней (с полным циклом тестов) |
| Гарантия | Только на целостность конструкции | На количество циклов и размерную стабильность |
Практические шаги по выбору поставщика
- Аудит инженерного отдела. Запросите видеоконференцию с главным конструктором завода. Задайте вопрос о конкретном случае сложной глубокой вытяжки, который они решали в прошлом году. Слушайте не общие фразы, а технические детали: как они боролись с утонением стенки, какой коэффициент вытяжки использовали. Если собеседник плавает в терминах, прекращайте переговоры.
- Проверка оборудования. Попросите показать парк станков ЧПУ. Для качественных штампов необходимы как минимум 5-осевые обрабатывающие центры и электроэрозионные станки (Wire EDM) с точностью позиционирования 1 мкм. Наличие старых механических прессов не страшно, если есть современные станки для изготовления самой оснастки.
- Тестовая задача. Перед размещением крупного заказа предложите изготовить пробный штамп или одну сложную деталь. Это позволит оценить реальное качество, скорость реакции на замечания и культуру производства. Многие серьезные заводы, включая лидеров рынка, готовы пойти навстречу таким запросам, понимая важность долгосрочного партнерства.
- Анализ логистики и упаковки. Штампы — тяжелое и чувствительное к ударам оборудование. Уточните, как завод упаковывает продукцию для морской перевозки. Деревянные ящики с влагопоглотителями и фиксацией рабочих поверхностей — обязательный минимум. Повреждение при транспортировке сводит на нет все усилия по контролю качества.
- Финальные переговоры. Обсудите условия постпродажной поддержки. Возможность быстрой отправки запасных частей (пуансонов, пружин, направляющих) критически важна для минимизации простоев. Надежный партнер держит на складе комплект расходников для ваших штампов.
Часто задаваемые вопросы
Какой минимальный тираж оправдывает изготовление дорогого штампа для глубокой вытяжки?
Экономическая целесообразность зависит от сложности детали и стоимости материала. Для простых деталей порогом считается 5 000 – 10 000 штук. Однако для высокоточных компонентов, где альтернативой является лазерная резка с гибкой (которая дает низкую производительность и высокую себестоимость единицы), штамп окупается уже на партии от 2 000 штук. Расчет должен включать амортизацию оснастки, стоимость часа работы пресса и процент брака. Мы рекомендуем делать расчет точки безубыточности индивидуально для каждого проекта.
Можно ли модернизировать старый штамп вместо покупки нового?
Да, это распространенная практика, но с ограничениями. Если базовая плита и направляющие колонки не имеют выработки, можно заменить рабочие элементы (пуансоны и матрицы) на новые, выполненные из более современных материалов. Это снижает стоимость на 40–60% по сравнению с новым комплектом. Однако, если требуется изменить геометрию детали или увеличить количество позиций в прогрессивном штампе, чаще всего выгоднее сделать новую оснастку, так как переделка старой может привести к непредсказуемым вибрациям и снижению точности.
Как долго длится гарантия на штампы для глубокой вытяжки?
Стандартная рыночная гарантия составляет 12 месяцев с момента отгрузки или 50 000 – 100 000 циклов, в зависимости от того, что наступит раньше. Ответственные производители, ориентированные на экспорт, часто предлагают расширенную гарантию до 18 месяцев при условии соблюдения правил эксплуатации. Важно зафиксировать в контракте, что гарантия покрывает не только поломку, но и износ сверх нормативного значения, приводящий к браку продукции.
Влияет ли страна происхождения стали на качество штампа?
Безусловно. Сталь известных европейских (например, Bohler, Uddeholm) или японских (Hitachi, Daido) производителей имеет более стабильную структуру и меньшее количество включений, чем дешевые аналоги. Это напрямую влияет на ресурс штампа и возможность полировки до зеркального блеска без выкрашивания. При заказе обязательно указывайте требуемую марку стали и страну-производителя заготовки. Использование несертифицированной стали — самая частая причина преждевременного выхода штампа из строя.
Выбор поставщика штампов для штамповки листового металла в 2026 году — это инвестиция в стабильность вашего производства. Ошибки на этом этапе обходятся слишком дорого. Компании, которые делают ставку на комплексный подход, объединяющий проектирование, прецизионную обработку и контроль качества, становятся единственно верным выбором для серьезного бизнеса. ООО «Сучжоу Чуаньцзе Точное Машиностроение» демонстрирует, как интеграция передовых технологий и глубокого понимания отраслевых потребностей позволяет создавать решения, работающие годами без сбоев. Не рискуйте качеством своей продукции — выбирайте партнеров с доказанной экспертизой.
Если вы готовы обсудить ваш проект и получить профессиональную оценку технологичности детали, запросите коммерческое предложение на разработку штампов. Наши инженеры проанализируют ваши чертежи и предложат оптимальное решение, которое сэкономит ваш бюджет в долгосрочной перспективе.