Формовочные штампы для точного и быстрого производства деталей
2026-06-07
содержание
Формовочные штампы — не просто инструмент. Это точка соприкосновения расчёта и реальности: где чертёж превращается в деталь, а допуск в 0,02 мм определяет, заработает ли сервер или остановится ли лифт. Мы производим их уже 11 лет — не в массовом цеху, а в специализированной мастерской площадью 2100 м² в Мудъу (Сучжоу), где каждый штамп проходит три проверки геометрии до первого пуска.
Почему «формовочные штампы» — это не синоним «штампов» в целом
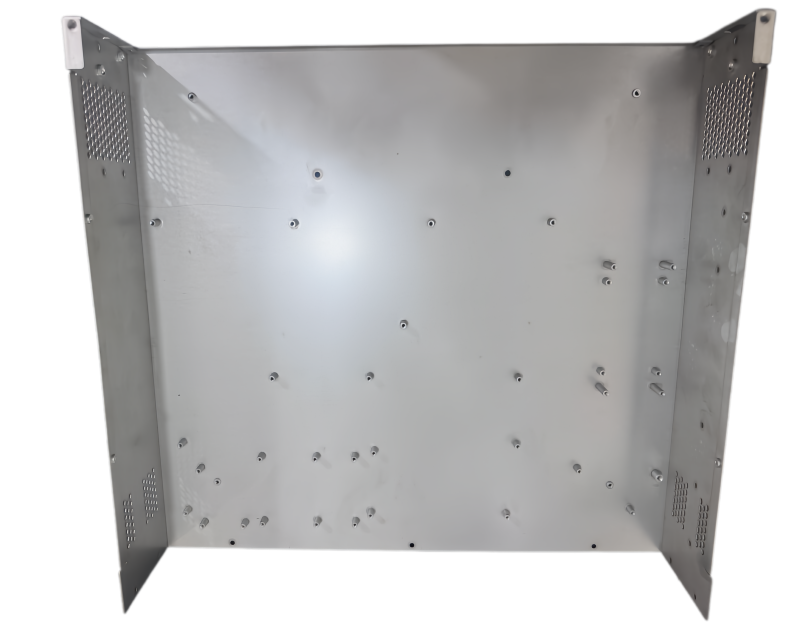
Многие заказчики начинают с запроса «нужны штампы», но останавливаются на этапе уточнения: для чего? Для гибки листа толщиной 0,8 мм под корпус кондиционера — нужны одни решения. Для глубокой вытяжки стального цилиндра диаметром 42 мм под медицинский датчик — совсем другие. Формовочные штампы отличаются от простых пробивных или гибочных тем, что реализуют сложную трёхмерную форму за один ход: скруглённые рёбра жёсткости, радиусы переходов R0,3–R0,5, симметричные фланцы с отклонением плоскостности ≤0,05 мм. Именно такие штампы мы проектируем под конкретные детали — например, csj-2025-107 для направляющих серверных стоек или ut-001.1000.001 для лифтовых панелей управления. Здесь нет универсальных решений. Есть только адаптация под нагрузку, материал и срок службы.
Что ломает штамп раньше времени — и как этого избежать
На практике 70% отказов формовочных штампов связаны не с износом матрицы, а с ошибками на этапе проектирования: неверно рассчитанная сила выталкивания при вытяжке, отсутствие компенсации упругого восстановления стали 08ЮПС, игнорирование текстуры проката при штамповке алюминия 6061-T6. Мы сталкивались с этим: клиент прислал чертёж «под копирку», но не указал, что деталь будет работать при −40°C в банкомате на улице. Первые 500 штук прошли, а на 501-м — микротрещина в зоне перегиба. Решение — не замена штампа, а коррекция угла гиба на 0,8° и переход на инструментальную сталь Cr12MoV с термообработкой до HRC 60–62. Такие нюансы — в ежедневной работе наших 8 инженеров. Они не просто чертят — они моделируют поведение металла, проверяют деформацию в SolidWorks Simulation и делают физические прототипы на станках DMG MORI NTX 1000.
Контроль качества — не этап, а сквозной процесс
Два сертифицированных сотрудника отдела контроля не просто «принимают партию». Они проверяют: входной лист — по сертификату материала и микротвёрдости; заготовку после первой операции — по координатно-измерительной машине Mitutoyo Crysta-Apex S574; готовую деталь — по 3D-сканеру GOM ATOS Q с точностью до 0,005 мм. Особенно строго — для деталей глубокой вытяжки: там контролируется толщина стенки в 12 точках, а не только по краям. Если отклонение в одной точке превышает 3% от номинала — штамп отправляется на доработку. Такая система исключает «почти годно» и гарантирует повторяемость даже при тиражах свыше 500 000 штук в месяц.
Формовочные штампы — ваш технологический партнёр, а не поставщик
Мы не продаём штампы. Мы обеспечиваем стабильное производство деталей, которые попадут в серверы, двигатели, МРТ-аппараты или боковые панели банкоматов. Поэтому наша команда включает не только инженеров и контролёров, но и двух менеджеров, которые координируют сроки, согласуют изменения в ТЗ и передают обратную связь от производства прямо в проектную группу заказчика. Если вам нужен штамп под новую деталь — мы начинаем с анализа её функциональной роли: где она крепится, какую нагрузку несёт, какие температурные циклы выдерживает. Только после этого — расчёт, изготовление, испытание и передача в эксплуатацию. Без компромиссов. Без задержек. Без потери точности.