Китай производитель прецизионных штампов из листовой стали
2026-06-06
Почему точность штамповки определяет срок службы вашего оборудования
Выбор поставщика штампов для штамповки листового металла — это не просто поиск низкой цены за единицу продукции, а стратегическое решение, влияющее на стабильность всего производственного цикла. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия 10-15% на стоимости пресс-формы приводила к простою конвейерной линии на 48 часов из-за поломки пуансона после 50 000 циклов вместо гарантированных 500 000. Китайский рынок предлагает уникальное сочетание передовых технологий обработки и конкурентной стоимости, но только при условии работы с проверенными производителями, соблюдающими международные стандарты качества. Компания ООО «Сучжоу Чуаньцзе Точное Машиностроение» решает эту задачу, предоставляя полный цикл услуг от проектирования до сборки, что исключает риски несоответствия геометрии детали на этапе запуска в серию.
Критические параметры выбора: материал, допуски и ресурс
При заказе оснастки в Китае большинство закупщиков совершают одну и ту же ошибку: они фокусируются на габаритных размерах, игнорируя марку инструментальной стали и термообработку. Именно эти скрытые параметры определяют, выдержит ли штамп агрессивную среду или высокие нагрузки. Мы рекомендуем требовать от поставщика сертификаты на сталь с указанием конкретного химического состава. Для серийного производства ответственных узлов, таких как компоненты серверного оборудования или медицинские инструменты, использование стали марки SKD11 или ASP-23 является обязательным условием, а не опцией.
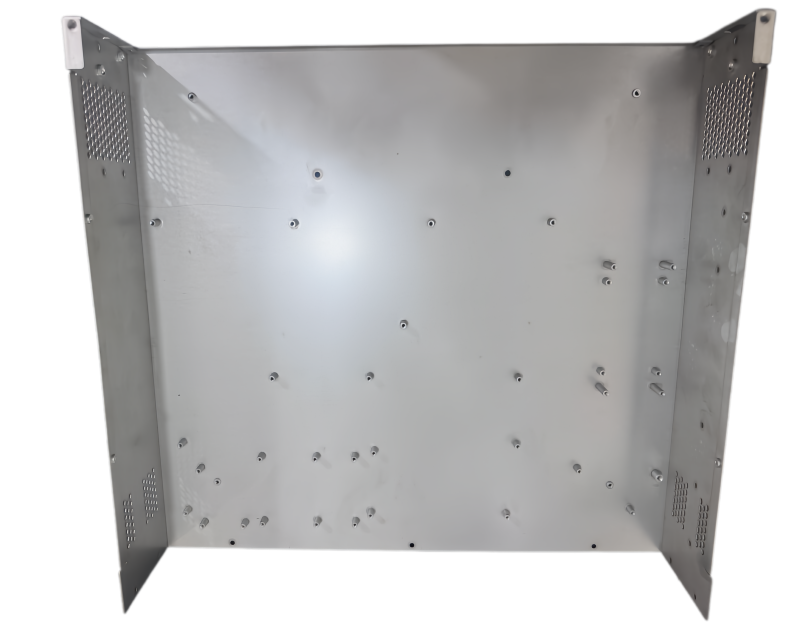
Точность изготовления рабочих поверхностей напрямую влияет на необходимость последующей механической обработки детали. Если ваш проект требует допуска IT6-IT7, обычная электроэрозионная обработка может оказаться недостаточной. Здесь вступает в дело медленная проволока (Slow Wire Cut) с точностью позиционирования до 0,002 мм. Наши инженеры отмечают, что даже микроскопическое отклонение в 0,01 мм на боковой панели банкомата может сделать невозможной его сборку с другими элементами корпуса. Поэтому контроль геометрии на координатно-измерительных машинах (CMM) должен быть частью отчетной документации для каждой партии.
Ресурс штампа — это расчетная величина, которая зависит от трех факторов: твердости материала матрицы, качества смазки и конструкции системы удаления отходов. В реальных условиях эксплуатации мы видели, как неправильный угол наклона стенок матрицы приводил к застреванию детали и мгновенному разрушению режущей кромки. Правильно спроектированный штамп должен обеспечивать свободный сброс отходов даже при работе на высоких скоростях (до 400 ходов в минуту). Это особенно актуально для производителей бытовой техники, где объем выпуска исчисляется миллионами единиц в год.
Действие: Запросите у потенциального поставщика образец отчета о контроле качества первой статьи (FAI) с реальными замерами, чтобы оценить их возможности метрологии до подписания контракта.
Отраслевые решения: от медицины до тяжелого машиностроения
Различные отрасли предъявляют диаметрально противоположные требования к оснастке. В медицинской промышленности, например, при производстве лезвий хирургических ножниц или компонентов диагностического оборудования, критически важна чистота поверхности и отсутствие микротрещин, которые могут стать очагами коррозии или скопления бактерий. Здесь применяется полировка рабочих поверхностей до зеркального блеска и использование специальных покрытий, предотвращающих адгезию материалов. Ошибка в выборе покрытия может привести к браку всей партии дорогостоящих изделий, поэтому тестирование совместимости материалов является обязательным этапом.
В автомобильном секторе, особенно при глубокой вытяжке деталей топливных баков или элементов подвески, на первый план выходит способность металла пластически деформироваться без разрывов. Штампы для таких задач имеют сложную систему прижимов и радиусы сопряжения, рассчитанные с учетом эффекта пружинения металла. Один из наших клиентов столкнулся с проблемой нестабильной геометрии кронштейнов двигателя из-за того, что поставщик не учел направление волокон проката листа. После корректировки конструкции матрицы и изменения технологии раскроя процент брака снизился с 12% до 0,5%.
Производство финансового оборудования, такого как банкоматы, требует высочайшей точности стыковки многочисленных панелей и корпусов. Боковые панели и основания должны идеально совпадать, чтобы обеспечить герметичность и защиту электроники. Комплексные решения, предлагаемые ООО «Сучжоу Чуаньцзе Точное Машиностроение», включают в себя не только изготовление штампов, но и анализ собираемости конечного изделия на этапе 3D-моделирования. Это позволяет выявить коллизии и неточности еще до того, как будет вырезана первая тонна металла, экономя время и бюджет заказчика.
Для светодиодной индустрии и производства корпусов светильников важны эстетические характеристики и отсутствие следов толкателей на видимых поверхностях. Применение систем горячеканальной литвы (для литья) или специальных схем вырубки (для штамповки) позволяет скрыть технологические следы. Адаптивность производства позволяет быстро перенастраивать линии под новые дизайны, что критично в условиях быстро меняющегося рынка потребительской электроники.
Действие: Определите ключевой риск для вашей отрасли (коррозия, пружинение, эстетика) и обсудите с инженером конкретные меры по его минимизации в конструкции штампа.
Экономическая эффективность и управление рисками импорта
Заказывая штампы для штамповки листового металла в Китае, вы получаете доступ к цепочке поставок, которая на 30-40% дешевле европейских аналогов при сопоставимом качестве. Однако “дешевле” не должно означать “хуже”. Прозрачность ценообразования достигается за счет детализации спецификации: стоимость стали, нормо-часы обработки на ЧПУ, затраты на термообработку и финишную доводку. Скрытые расходы часто возникают на этапе логистики или таможенного оформления, если документация оформлена неверно. Наличие у производителя опыта экспортных поставок в страны СНГ и знание требований ЕАЭС значительно упрощает этот процесс.
Сроки изготовления являются еще одним важным фактором. Стандартный цикл производства сложной прогрессивной штамповой оснастки составляет 35-45 дней. Попытки искусственно ускорить процесс за счет сокращения времени на отпуск напряжений часто приводят к тому, что штамп начинает “вести” через месяц работы. Мы придерживаемся принципа: лучше сдать заказ на 3 дня позже, но с гарантированным ресурсом, чем получить рекламацию через неделю. Для срочных проектов возможно использование параллельных процессов обработки и круглосуточной работы смены, что позволяет сократить срок до 25 дней без потери качества.
Сертификация играет роль гаранта надежности. Соответствие стандарту ISO 9001 подтверждает, что на заводе выстроены процессы управления качеством, а наличие сертификатов EAC облегчает ввоз продукции на территорию России и Беларуси. Важно понимать, что сертификат сам по себе не гарантирует качество конкретной детали, но он свидетельствует о системном подходе предприятия. Проверка репутации поставщика через отраслевые реестры и запрос рекомендаций от текущих клиентов из вашей сферы деятельности снижает риски сотрудничества с недобросовестными подрядчиками.
| Параметр сравнения | Бюджетные поставщики (Низкий сегмент) | Профессиональные производители (Средний/Высокий сегмент) |
|---|---|---|
| Материал формы | Сталь среднего качества, часто без сертификата, твердость ниже заявленной. | Сертифицированная сталь (Assab, Datong), строгий контроль твердости и структуры. |
| Точность обработки | ±0.02 – 0.05 мм. Подходит для черновых работ и неответственных деталей. | ±0.002 – 0.005 мм. Гарантирует взаимозаменяемость и отсутствие подгонок при сборке. |
| Ресурс (циклы) | 50 000 – 100 000 ударов до первого ремонта. | 500 000 – 1 000 000+ ударов при соблюдении регламента ТО. |
| Инженерная поддержка | Только исполнение чертежа клиента. Ответственность за ошибки в проекте несет заказчик. | Анализ технологичности (DFM), предложение оптимизаций, ответственность за результат. |
| Гарантия | Формальная, сложно реализуемая на расстоянии. | Реальная гарантия на количество циклов, оперативная замена изношенных узлов. |
Анализ таблицы показывает, что первоначальная экономия на бюджетном варианте часто оборачивается двукратными затратами на ремонты и простои в течение первого года эксплуатации. Профессиональный подход подразумевает партнерство, где производитель заинтересован в долгой жизни своего изделия.
Действие: Рассчитайте полную стоимость владения (TCO) оснасткой на горизонте 3 лет, включая стоимость ремонтов и простоев, а не только цену покупки.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для изготовления штампов?
Для изготовления самой пресс-формы понятие MOQ не применимо, так как это штучное изделие. Вы можете заказать один сложный штамп или партию из десяти штук. Однако экономическая целесообразность проявляется при заказе серии штампуемых деталей. Обычно рентабельность проекта наступает при тираже от 5 000 до 10 000 единиц продукции, что позволяет амортизировать стоимость оснастки. Для прототипирования мы предлагаем изготовление упрощенных форм или использование лазерной резки с последующей гибкой, что позволяет получить первые образцы за 7-10 дней без затрат на полноценную штамповую оснастку.
Как контролируется качество при удаленном сотрудничестве?
Мы используем многоуровневую систему контроля. Первый этап — утверждение 3D-моделей и чертежей с подписью обеих сторон. Второй этап — предоставление отчета о контроле первой статьи (First Article Inspection), включающего фотографии и замеры критических размеров на CMM. Третий этап — видеотрансляция试模 (испытаний формы) на прессе, где демонстрируется процесс штамповки и качество полученных образцов. Только после одобрения клиентом образцов начинается серийное производство. Все данные фиксируются в цифровом паспорте изделия.
Какие сроки доставки и условия оплаты наиболее выгодны?
Стандартные условия оплаты предполагают 30-50% предоплаты на запуск проекта и остаток после согласования образцов перед отгрузкой. Для постоянных партнеров возможны индивидуальные графики платежей. Доставка осуществляется морским транспортом (25-35 дней до портов РФ) или авиационным (5-7 дней) для срочных заказов. Мы берем на себя подготовку всех экспортных документов, включая инвойсы, упаковочные листы и сертификаты происхождения, что минимизирует риски задержек на таможне. Использование терминалов FCA или FOB дает покупателю контроль над логистической цепочкой.
Возможно ли внесение изменений в конструкцию штампа после его изготовления?
Да, конструкция современных штампов предусматривает возможность модернизации. Замена изношенных пуансонов, матриц или направляющих втулок является стандартной процедурой технического обслуживания. Если требуется изменить геометрию детали (например, добавить новое отверстие), это возможно путем внесения изменений в рабочие элементы формы, при условии, что базовая плита и система крепления позволяют это сделать. Однако радикальные изменения могут потребовать изготовления новой формы, поэтому тщательная проработка технического задания на начальном этапе критически важна.
Подводя итог, можно сказать, что рынок Китая предлагает беспрецедентные возможности для оптимизации затрат на металлообработку, но успех зависит от правильного выбора партнера. Качество штампов для штамповки листового металла определяется не только станочным парком завода, но и компетенцией инженеров, способных预见ть проблемы до их возникновения. Сотрудничество с профессионалами, такими как команда ООО «Сучжоу Чуаньцзе Точное Машиностроение», обеспечивает надежность поставок и долгосрочную эффективность вашего производства. Не позволяйте вопросам оснастки становиться узким местом вашего бизнеса.
Свяжитесь с нами сегодня для обсуждения вашего проекта и получения детального технико-коммерческого предложения. Запросить консультацию инженера.