Купить оптом формовочный штамп для металлических изделий основной покупатель
2026-06-04
Критерии выбора штампов для листовой штамповки: от материала до допуска
При закупке партии Штампы для штамповки листового металла основной покупатель сталкивается не с поиском поставщика, а с фильтрацией тысяч предложений, где 80% производителей не могут гарантировать стабильность геометрии после 50 000 циклов. В нашей практике мы видели, как экономия 15% на стоимости пресс-формы приводила к простою конвейера на три дня из-за заклинивания пуансона — это прямые убытки, превышающие цену инструмента в десять раз. Ключевой параметр, который часто игнорируют менеджеры по закупкам, — это не твердость стали, а качество полировки рабочих поверхностей и точность сопряжения матрицы с пуансоном. Если вы планируете серийное производство корпусов электроники или автомобильных компонентов, допуск должен быть строго в пределах ±0.005 мм, иначе последующая сборка станет невозможной без ручной доработки.
Рынок перенасыщен предложениями, но реальных производителей, способных обеспечить полный цикл от проектирования до термообработки, единицы. Например, ООО «Сучжоу Чуаньцзе Точное Машиностроение» специализируется на разработке и производстве точных штамповочных пресс-форм, где контроль качества внедрен на этапе проектирования 3D-моделей, что исключает ошибки еще до начала резки металла. Мы рекомендуем сразу запрашивать отчет о химическом составе стали и сертификаты термообработки, так как визуальный осмотр не выявит внутренних напряжений, которые приведут к трещинам при первых же ударах пресса.
Технические параметры, влияющие на срок службы инструмента
Долговечность оснастки определяется сочетанием марки стали и технологии упрочнения. Для штамповки нержавеющей стали или высокопрочных сплавов стандартная сталь Cr12MoV уже недостаточна — здесь требуется использование порошковых сталей типа ASP-23 или твердосплавных вставок. В одном из проектов по производству медицинских ножниц мы столкнулись с тем, что клиент настаивал на бюджетной стали, что привело к затуплению режущих кромок после 20 000 ударов вместо запланированных 100 000. Переделка формы обошлась дороже, чем изначальная экономия.
- Твердость рабочих элементов: Должна составлять 58-62 HRC для углеродистых сталей и до 64-66 HRC для порошковых сплавов. Снижение твердости даже на 2 единицы сокращает ресурс в два раза.
- Зазор между пуансоном и матрицей: Критический параметр, зависящий от толщины листа. Для листа 1.0 мм оптимальный зазор составляет 0.08-0.10 мм. Увеличение зазора приводит к образованию большого грата, который травмирует операторов и портит покрытие деталей.
- Система направляющих: Использование шариковых направляющих (ball bushings) обязательно для высокоскоростных прессов. Скольжение металл-по-металлу недопустимо при скоростях выше 60 ходов в минуту.
Обратите внимание на систему удаления отходов. В формах для глубокой вытяжки, таких как те, что используются для топливных баков или корпусов бытовой техники, накопление обрезков внутри матрицы вызывает поломку пуансона. Конструкция должна предусматривать автоматический сброс или продувку воздухом под давлением не менее 6 бар.
Сравнение технологий изготовления: почему Китай лидирует в соотношении цена/качество
Основной покупатель часто стоит перед выбором между европейскими, турецкими и китайскими производителями. Миф о том, что “китайское значит дешевое и некачественное”, разрушается, когда речь заходит о современном оборудовании ЧПУ. Заводы уровня ООО «Сучжоу Чуаньцзе Точное Машиностроение» используют пятиосевые обрабатывающие центры и электроэрозионные станки последнего поколения, что позволяет достигать точности, сопоставимой с немецкими аналогами, но со сроком изготовления в 25-30 дней вместо 45-60.
Рассмотрим сравнительную таблицу ключевых показателей для разных регионов производства:
| Параметр сравнения | Европейские производители | Китайские премиум-заводы | Локальные мастерские (СНГ) |
|---|---|---|---|
| Срок изготовления | 45-60 дней | 20-30 дней | 15-25 дней (но низкая сложность) |
| Стоимость (относительная) | 100% (база) | 60-70% | 80-90% |
| Максимальный размер формы | До 2000×1000 мм | До 3000×1500 мм | Ограничено парком станков |
| Сертификация | ISO, CE, DIN | ISO 9001, IATF 16949 | ГОСТ (часто устаревший) |
| Гибкость изменений | Низкая (дорогие правки) | Высокая (быстрая адаптация 3D) | Средняя |
Важно понимать разницу в подходах к проектированию. Европейские инженеры часто закладывают избыточный запас прочности, что удорожает изделие без реальной пользы для большинства задач. Китайские специалисты, работая в условиях жесткой конкуренции, оптимизируют конструкцию под конкретный пресс-автомат заказчика. Это требует от покупателя предоставления точных данных о оборудовании: высота закрытия, усилие пресса, размеры стола. Без этой информации даже самая дорогая форма может не встать в станок.
Мы рекомендуем выбирать поставщика, который предлагает полный цикл услуг, включая проектирование, изготовление,试模 (пробную штамповку) и доставку. Компания, интегрирующая процессы от чертежа до готовой детали, несет ответственность за конечный результат, а не перекладывает вину за брак между субподрядчиками.
Типичные ошибки при заказе и как их избежать
Одна из самых частых проблем — несоответствие технического задания реальным условиям эксплуатации. Заказчик указывает “штамповка стали 0.8 мм”, но не уточняет, что материал имеет повышенную твердость или покрытие цинком, которое абразивно воздействует на инструмент. В результате форма выходит из строя в три раза быстрее расчетного срока. Всегда предоставляйте образцы материала или точные спецификации с указанием предела текучести и временного сопротивления разрыву.
Вторая ошибка — игнорирование требований к упаковке и консервации. При морской перевозке влажность в контейнере достигает 90%, что вызывает мгновенную коррозию незащищенных поверхностей. Требуйте вакуумную упаковку с силикагелем и нанесение консервационной смазки толщиной не менее 20 мкм. В нашей практике был случай, когда клиент получил форму с очагами ржавчины на зеркальных поверхностях только потому, что сэкономил на антикоррозийной бумаге.
Третий нюанс — отсутствие договора на послепродажное обслуживание. Штампы требуют периодической заточки и замены пружин. Уточните заранее, поставляет ли производитель ремкомплекты и есть ли у него склад запчастей в вашем регионе или возможность быстрой авиадоставки критических узлов.
Применение в различных отраслях: от банкоматов до медицинской техники
Сфера применения Штампы для штамповки листового металла чрезвычайно широка, и требования к инструментарию кардинально различаются в зависимости от отрасли. В производстве серверного оборудования и корпусов электроники критична эстетика поверхности и отсутствие следов от толкателей на видимых зонах. Здесь используется технология скрытых толкателей и полировка рабочих поверхностей до зеркального блеска (Ra < 0.2).
В автомобильной промышленности, особенно при изготовлении компонентов безопасности и элементов кузова, на первый план выходит воспроизводимость размеров и способность выдерживать миллионы циклов. Детали глубокой вытяжки для топливных баков требуют сложных многопозиционных форм с контролем течения металла, чтобы избежать истончения стенок в углах. Ошибка в расчете коэффициента вытяжки здесь фатальна — деталь пойдет в трещину.
Медицинское оборудование предъявляет особые требования к чистоте и отсутствию микрозаусенцев, которые могут стать источником инфекции или травмировать пациента. Лезвия медицинских ножниц или корпуса приборов изготавливаются из нержавеющих сталей, требующих特殊нной термообработки для сохранения остроты кромки. Любые следы масла или смазки должны быть полностью удалены перед отправкой, что требует специальной мойки в ультразвуковых ваннах.
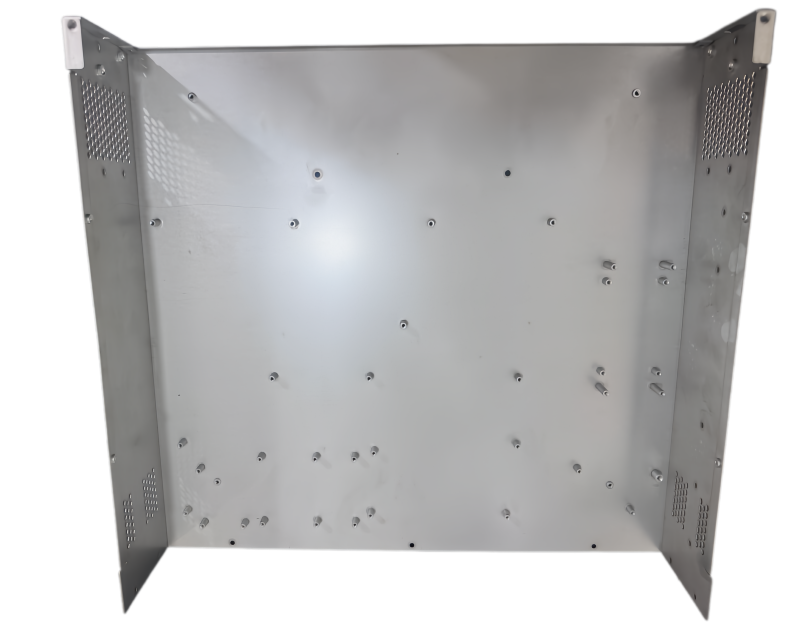
Производство финансового оборудования, такого как банкоматы, сочетает требования к прочности (защита от взлома) и точности сборки электронных модулей внутри корпуса. Боковые панели и основания должны иметь идеальную геометрию для автоматизированной сборки. Комплексные решения, предлагаемые лидерами рынка, включают не только изготовление формы, но и анализ собираемости узла на этапе проектирования.
Процесс контроля качества и сертификация
Доверие к поставщику строится на прозрачности процессов контроля. Сертификат ISO 9001 является базовым требованием, но для автомобильных компонентов необходим IATF 16949, который регламентирует методы предотвращения дефектов. Попросите поставщика показать пример отчета PPAP (Production Part Approval Process), который включает в себя результаты замеров первых образцов, анализ потенциальных отказов (FMEA) и план контроля.
Измерительный контроль должен проводиться на координаторно-измерительных машинах (КИМ) с построением 3D-карты отклонений. Простого проверки штангенциркулем недостаточно для сложных пространственных деталей. Мы настаиваем на том, чтобы заказчик имел возможность присутствовать на приемочных испытаниях (FAT) или получать видеоотчет с реальными замерами каждой критической точки.
Важным аспектом является прослеживаемость материалов. Каждая партия стали должна иметь свой сертификат (Mill Certificate), подтверждающий химический состав и механические свойства. Подмена марки стали — распространенная практика недобросовестных производителей, которую можно выявить только спектральным анализом в независимой лаборатории.
Часто задаваемые вопросы
Каков минимальный объем заказа (MOQ) на изготовление штампов?
Для индивидуального проектирования и изготовления пресс-форм минимальный заказ обычно составляет 1 комплект. Однако стоимость единицы продукции резко снижается при заказе серии деталей. Многие заводы, включая крупные игроков вроде ООО «Сучжоу Чуаньцзе Точное Машиностроение», готовы начать работу с одного комплекта оснастки, но рекомендуют сразу планировать объем производства от 5000 штук для амортизации стоимости инструмента.
Какой срок гарантии на штамповую оснастку?
Стандартная гарантия составляет 1 год или определенное количество циклов (обычно от 500 000 до 1 млн ударов в зависимости от типа стали). Гарантия покрывает производственные дефекты, такие как трещины матрицы или преждевременный износ направляющих. Однако она не распространяется на повреждения, вызванные неправильной эксплуатацией, отсутствием смазки или использованием материала с характеристиками, превышающими расчетные.
Можно ли модернизировать старую форму или нужно делать новую?
Это зависит от степени износа базовой плиты и состояния направляющих. Если база сохранена, часто дешевле заменить только рабочие вставки (пуансон и матрицу). Это сокращает срок изготовления на 30-40% и снижает стоимость. Однако если геометрия базы нарушена или технология производства деталей изменилась существенно, целесообразнее изготовить новый инструмент с учетом современных стандартов эффективности.
Работаете ли вы по чертежам заказчика или только по образцам?
Профессиональные производители работают по 3D-моделям (STEP, IGES) и 2D-чертежам (DWG, PDF). Работа только по образцам возможна, но требует этапа обратного инжиниринга (сканирования), что увеличивает стоимость и сроки, а также может внести дополнительные погрешности. Идеальный вариант — предоставление полной конструкторской документации с указанием допусков и шероховатости поверхностей.
Выбор правильного партнера для производства Штампы для штамповки листового металла определяет конкурентоспособность вашего конечного продукта. Не гонитесь за самой низкой ценой в ущерб качеству стали и точности обработки. Инвестиции в надежную оснастку окупаются отсутствием брака, стабильностью технологического процесса и долгосрочным сотрудничеством. Свяжитесь с нами сегодня для консультации по вашему проекту и расчета стоимости оснастки с учетом всех технических нюансов.
Для получения детального коммерческого предложения и примеров выполненных работ перейдите на страницу каталог штамповой оснастки, где представлены кейсы для различных отраслей промышленности.