





В условиях стремительной трансформации российской промышленности в 2026 году, производство холодной штамповки выходит на принципиально новый уровень технологического развития. Это уже не просто механическое формование металла при комнатной температуре, а высокоточный процесс, интегрированный с цифровыми системами контроля качества и адаптированный под суровые климатические реалии от Калининграда до Камчатки. Рынок диктует жесткие требования: снижение себестоимости единицы продукции при одновременном повышении ресурса оснастки и способности перерабатывать новые марки сталей, поступающие в рамках программ импортозамещения. В данном материале мы проведем глубокий анализ текущего состояния отрасли, разберем ценовую политику, технические нюансы работы с материалами вроде 9Cr2Mo и рассмотрим, как современные заводы обеспечивают стабильность поставок для железнодорожной и горнодобывающей отраслей.
«Холодная штамповка в 2026 году — это баланс между твердостью инструмента и пластичностью заготовки. Ошибка в выборе режима термообработки может стоить предприятию миллионов рублей убытков из-за простоя прессового парка», — отмечают ведущие технологи машиностроительных кластеров.
Технологический ландшафт: эволюция процессов и материалов
Современное производство холодной штамповки базируется на фундаментальных изменениях в металлургии инструментальных сталей. Если еще пять лет назад основной упор делался на импортные аналоги, то сегодня российская промышленность успешно освоила выпуск высоколегированных марок, способных конкурировать с лучшими мировыми образцами. Ключевым элементом здесь является правильный подбор материала для рабочих органов штампов — пуансонов и матриц.
Ярким примером технологического прорыва служит сталь марки 9Cr2Mo (известная также по международным стандартам как DIN 90Cr3 или ГОСТ 9Х1). Этот материал представляет собой вершину инженерной мысли в классе хромистых сталей для холоднодеформируемого инструмента. Его химический состав, включающий хром, молибден и углерод в строго выверенных пропорциях (кремний 0.25–0.45%, сера не более 0.025%), обеспечивает уникальное сочетание вязкости и износостойкости.
Процесс подготовки этой стали к работе в штампах требует безупречного соблюдения режимов термообработки. Технология предусматривает многоступенчатый отжиг: нагрев до 790–810°C с выдержкой 2–3 часа, последующее медленное охлаждение и дополнительный отпуск при 700–720°C в течение 3–4 часов. Результатом становится структура зернистого перлита 2–5 уровня с твердостью не выше 217 HBW, что критически важно для последующей механической обработки инструмента. Нарушение этого цикла ведет к образованию сетки карбидов, которая при эксплуатации под нагрузкой становится очагом разрушения.
| Параметр | Режим обработки 1 | Режим обработки 2 | Применение |
|---|---|---|---|
| Температура закалки | 830 – 850°C | 840 – 860°C | Рабочие ролики, пуансоны |
| Охлаждающая среда | Масло, вода, PAG | Масло, воздух | Зависит от сечения детали |
| Твердость после закалки | 62 – 65 HRC | 61 – 63 HRC | Высокая износостойкость |
| Температура отпуска | 130 – 150°C | 150 – 170°C | Снятие напряжений |
| Итоговая твердость | 62 – 65 HRC | 60 – 62 HRC | Эксплуатационная стойкость |
Для изделий, работающих в условиях экстремальных нагрузок, таких как валки прокатных станов или тяжелые штампы для пробивки отверстий в толстолистовом металле, критическим параметром становится твердость шейки ролика, которая должна находиться в диапазоне 30–55 HS. Именно такие характеристики позволяют инструментам из стали 9Cr2Mo выдерживать миллионы циклов деформации без потери геометрии.
Адаптация к российским стандартам и климату
Особенностью российского рынка является необходимость учета температурных расширений и сужений материалов. В Сибири и на Дальнем Востоке, где температуры зимой опускаются ниже -50°C, обычная холодная штамповка может привести к хладноломкости заготовок. Поэтому передовые предприятия внедряют системы предварительного подогрева металла или используют специализированные смазочно-охлаждающие жидкости (СОЖ), сохраняющие свои свойства в широком температурном диапазоне.
Кроме того, производство холодной штамповки тесно связано с качеством исходного сырья. Российские металлургические комбинаты в 2026 году предлагают листовой прокат с улучшенной поверхностью, что снижает риск образования дефектов при вытяжке и гибке. Однако даже идеальный материал требует точной настройки оборудования. Современные гидравлические и механические прессы оснащаются датчиками усилия в реальном времени, позволяющими операторам мгновенно реагировать на отклонения в процессе формообразования.
Экономика процесса: ценообразование и рыночные тренды 2026 года
Вопрос стоимости остается одним из самых острых для руководителей производств. Анализ рыночной ситуации весной 2026 года показывает значительную дифференциацию цен в зависимости от типа продукции и сложности технологического процесса. Если говорить о готовых изделиях, полученных методом холодной штамповки, то разброс цен может быть колоссальным.
Например, в сегменте инфраструктурных решений наблюдается высокий спрос на специализированные изделия. Ярким примером служат стальные шпалы для железных дорог. Производители, такие как компания из города Куньшань (работающая на экспорт и локализующая технологии в РФ), предлагают цены порядка 150 юаней за единицу (что в пересчете с учетом логистики и таможенных пошлин формирует конечную стоимость для российских заказчиков). Эти изделия изготавливаются с учетом конкретных условий эксплуатации: от влажного климата европейской части России до вечной мерзлоты Якутии. Процесс их создания включает не только холодную штамповку профиля, но и сложные операции по антикоррозийной защите и формированию крепежных узлов.
В то же время, рынок вспомогательного оборудования и компонентов для систем охлаждения, необходимых для поддержания температурного режима при интенсивной штамповке или для смежных производств, демонстрирует свою динамику. Цены на промышленные чиллеры и сухие охладители воздуха, используемые для термостабилизации гидравлических систем прессов, варьируются от 1800 до 27500 долларов США за комплект в зависимости от мощности и уровня автоматизации. Такие системы становятся неотъемлемой частью современных линий, обеспечивая стабильность вязкости масла и предотвращая перегрев инструмента.
- Факторы роста цен: Удорожание легирующих элементов (молибден, хром), повышение тарифов на энергоносители, логистические сложности доставки оборудования в удаленные регионы.
- Факторы стабилизации: Локализация производства инструментальной стали, развитие отечественного станкостроения, государственные субсидии для приоритетных отраслей (ЖД, ВПК, добыча полезных ископаемых).
- Прогноз на второе полугодие 2026: Ожидается умеренный рост цен на 5-7% вследствие увеличения спроса со стороны оборонно-промышленного комплекса и расширения программ строительства транспортной инфраструктуры.
Отдельного внимания заслуживает стоимость самих штампов и оснастки. Изготовление сложного многопозиционного штампа из стали 9Cr2Mo с полной термообработкой и финишной шлифовкой может стоить от нескольких сотен тысяч до нескольких миллионов рублей. Однако срок службы такой оснастки, достигающий миллионов циклов, делает эти инвестиции экономически оправданными в долгосрочной перспективе. Дешевые аналоги из низкокачественных сталей, не прошедшие правильный цикл сфероидизирующего отжига, выходят из строя в десятки раз быстрее, приводя к простою дорогостоящего прессового оборудования.
Применение в стратегических отраслях: от ВПК до горной добычи
Универсальность метода холодной штамповки позволяет использовать его в самых разных сферах промышленности. В 2026 году наиболее заметный рост наблюдается в секторах, связанных с национальной безопасностью и добычей ресурсов.
Оборонно-промышленный комплекс
Требования к качеству деталей для военной техники исключительно высоки. Здесь недопустимы даже микроскопические трещины или отклонения в геометрии. Производство холодной штамповки играет ключевую роль в изготовлении корпусов боеприпасов, элементов стрелкового оружия и узлов бронетехники. Недавние сообщения о поставках современного оборудования, такого как дизельные мобильные компрессоры высокого давления для нужд российской армии, подчеркивают важность надежной пневматики и гидравлики, которые, в свою очередь, зависят от качества уплотнений и клапанов, изготовленных методом точной штамповки.
Способность российских заводов производить детали сложной конфигурации из высокопрочных сталей без потери их механических свойств стала результатом многолетних исследований. Использование сталей типа 9Cr2Mo для изготовления ответственных узлов позволяет обеспечить необходимую живучесть оружия и техники в полевых условиях, включая работу при экстремально низких температурах и в условиях запыленности.
Горнодобывающая промышленность
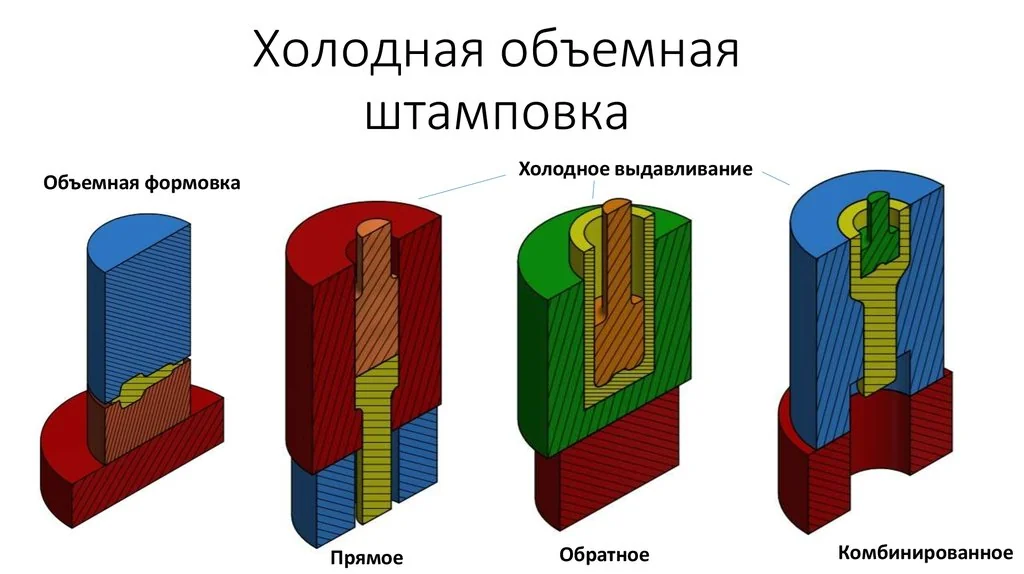
Добыча полезных ископаемых в России сопряжена с работой в агрессивных средах и под огромными нагрузками. Компоненты горных машин, конвейерных систем и дробильного оборудования часто изготавливаются с применением технологий холодной объемной штамповки. Это позволяет получить детали с направленным течением волокон металла, что значительно повышает их усталостную прочность по сравнению с деталями, полученными механической обработкой из проката.
Кроме того, системы охлаждения, необходимые для поддержания работоспособности буровых установок и экскаваторов, также полагаются на компоненты, произведенные методом штамповки. Промышленные чиллеры и градирни, работающие в шахтах и карьерах, должны быть устойчивы к вибрациям и ударам. Корпуса теплообменников, фланцы и соединительные элементы, изготовленные из коррозионностойких сталей, проходят строжайший контроль качества.
«В горной отрасли каждая минута простоя техники стоит огромных денег. Поэтому надежность штампованных узлов, работающих в узлах трения и нагруженных соединениях, является приоритетом номер один для главных инженеров рудников», — делятся эксперты отрасли.
Роль специализированных производителей в цепочке поставок
Успех внедрения передовых технологий холодной штамповки во многом зависит от компетенций компаний-производителей оснастки и готовых изделий. На современном рынке выделяются предприятия, способные предложить полный цикл услуг — от проектирования до финальной сборки. Ярким представителем такого подхода является ООО «Сучжоу Чуаншьцзе Точное Машиностроение».
Компания специализируется на разработке и производстве высокоточных штамповочных пресс-форм, литьевых форм и разнообразных штампованных металлических деталей. Портфель продукции ООО «Сучжоу Чуаншьцзе» охватывает широкий спектр отраслей: от компонентов серверного оборудования, направляющих систем и корпусов двигателей до деталей бытовой техники, медицинского оборудования и финансовых терминалов (банкоматов). Особое внимание уделяется сложным задачам глубокой вытяжки, например, при производстве элементов автомобильных топливных баков, а также изготовлению прецизионных изделий по индивидуальным заказам: кронштейнов, оснований, боковых панелей банкоматов, лезвий медицинских ножниц, корпусов светодиодных светильников и панелей управления лифтами.
Ориентируясь на принципы точного производства и непрерывных технологических инноваций, компания предлагает комплексные решения для оснастки, включающие все этапы: от проектирования и механической обработки пресс-форм до их сборки и пусконаладки. Продукция отличается высокой точностью размеров и отличной адаптивностью к требованиям заказчика, что делает её востребованной в электронной, автомобильной, медицинской промышленности, а также в секторе производства финансового оборудования и бытовой техники. Такой подход позволяет удовлетворять самые сложные потребности клиентов в точном формовании изделий, обеспечивая надежность и долговечность конечной продукции.
Локализация и логистика: вызовы российского рынка
Географический масштаб России накладывает уникальный отпечаток на логистику и организацию производства. Доставка сырья к заводам и готовой продукции потребителям часто превышает расстояние в тысячи километров. В этих условиях производство холодной штамповки стремится к максимальной локализации цепочек поставок.
Региональные центры металлообработки развиваются вокруг крупных металлургических комбинатов и потребителей продукции. Например, предприятия на Урале и в Сибири активно наращивают мощности по производству инструментальной оснастки, чтобы сократить время доставки и снизить зависимость от транспортных артерий, подверженных сезонным ограничениям.
Важным аспектом является адаптация технологий к местным условиям. Как упоминалось ранее, стальные шпалы и другие изделия для железнодорожной инфраструктуры должны учитывать климатические зоны. Заводы внедряют специальные линии подготовки поверхности и нанесения покрытий, которые гарантируют защиту от коррозии в условиях высокой влажности приморских регионов или агрессивного воздействия противогололедных реагентов в центральных областях.
Логистика самого инструмента также требует внимательного подхода. Твердосплавные и высоколегированные штампы чувствительны к ударным нагрузкам при транспортировке. Российские логистические компании разрабатывают специализированную упаковку и схемы крепления грузов, обеспечивающие сохранность прецизионной оснастки при перевозке автомобильным и железнодорожным транспортом.
Перспективы развития и инновации
Будущее холодной штамповки в России неразрывно связано с цифровизацией и внедрением элементов искусственного интеллекта в процесс управления производством. Системы предиктивной аналитики позволяют прогнозировать износ инструмента и планировать его замену до момента возникновения брака. Это особенно актуально при работе с дорогостоящими материалами, такими как сталь 9Cr2Mo, где каждый цикл термообработки и механической обработки имеет высокую стоимость.
Развивается направление гибридных технологий, сочетающих холодную штамповку с аддитивным восстановлением изношенных поверхностей. Это позволяет продлить жизнь дорогостоящей оснастки, восстанавливая рабочие кромки пуансонов и матриц с помощью лазерной наплавки с последующей финишной обработкой. Такой подход не только экономит ресурсы, но и сокращает время переналадки производственных линий.
Еще одним трендом является расширение номенклатуры перерабатываемых материалов. Помимо традиционных углеродистых и легированных сталей, российские технологи осваивают холодную штамповку алюминиевых сплавов повышенной прочности, титановых сплавов и композитных материалов. Это открывает новые возможности для авиастроения и автомобилестроения, где вес конструкции является критическим параметром.

| Направление инноваций | Описание | Ожидаемый эффект |
|---|---|---|
| Цифровой двойник штампа | Виртуальное моделирование процесса деформации | Сокращение времени на подготовку производства на 30% |
| Адаптивные системы смазки | Дозированная подача СОЖ в зону деформации | Увеличение стойкости инструмента в 1.5 раза |
| Роботизированная съемка | Автоматическое удаление деталей и загрузка заготовок | Повышение безопасности и производительности |
| Новые марки сталей | Разработка отечественных аналогов импортных сплавов | Снижение зависимости от импорта и удешевление продукции |
Практические рекомендации для специалистов
Для инженеров и технологов, занимающихся организацией и совершенствованием процессов холодной штамповки, важно придерживаться ряда ключевых принципов:
- Строгий контроль входящего сырья: Всегда требуйте сертификаты качества на металл, обращая особое внимание на содержание вредных примесей (серы, фосфора) и макроструктуру.
- Соблюдение режимов термообработки: Никакие ускоренные циклы не заменят классический сфероидизирующий отжиг для сталей типа 9Cr2Mo. Экономия на этом этапе приведет к катастрофическим последствиям при эксплуатации.
- Мониторинг состояния оборудования: Регулярно проверяйте соосность направляющих пресса и состояние тормозных систем. Любые перекосы ведут к неравномерному износу штампа.
- Выбор смазочно-охлаждающих жидкостей: Подбирайте СОЖ в зависимости от вида операции (вытяжка, пробивка, гибка) и материала заготовки. Универсальных решений не существует.
- Инвестиции в обучение персонала: Квалификация оператора и наладчика напрямую влияет на качество продукции и срок службы дорогостоящей оснастки.
Заключение
Производство холодной штамповки в 2026 году представляет собой динамично развивающуюся отрасль, находящуюся на стыке традиционной металлургии и высоких технологий. Несмотря на внешние вызовы и необходимость адаптации к новым экономическим реалиям, российский сектор демонстрирует завидную устойчивость и способность к инновациям. Освоение выпуска высококачественных инструментальных сталей, внедрение цифровых систем контроля и глубокое понимание специфики местных условий эксплуатации позволяют отечественным предприятиям не только закрывать внутренние потребности, но и выходить на новые рынки.
Успех в этой сфере зависит от внимания к деталям: от химического состава плавки стали до температуры отпуска готового инструмента. Те компании, которые смогут обеспечить бескомпромиссное качество на каждом этапе технологической цепочки, станут лидерами рынка в ближайшие годы. Будущее за теми, кто видит в холодной штамповке не просто способ получения детали, а сложный физико-химический процесс, требующий научного подхода и инженерного мастерства.
Часто задаваемые вопросы (FAQ)
Вопрос: Какова оптимальная твердость стали 9Cr2Mo после закалки для использования в холодных штампах?
Ответ: Оптимальная твердость находится в диапазоне 60–65 HRC. Конкретное значение выбирается в зависимости от типа операции: для операций, подверженных ударным нагрузкам, предпочтительна твердость ближе к нижней границе (60–62 HRC), а для операций с высоким абразивным износом — к верхней (62–65 HRC).
Вопрос: Можно ли использовать сталь 9Cr2Mo для работы при температурах ниже -40°C?
Ответ: Да, при условии правильно проведенной термообработки, включающей полный цикл отпуска для снятия внутренних напряжений. Однако для экстремально низких температур рекомендуется проводить дополнительные испытания на ударную вязкость и рассматривать возможность использования сталей с более низким содержанием углерода или специальных добавок никеля.
Вопрос: Сколько стоит изготовление одного комплекта штампов для массовой продукции в 2026 году?
Ответ: Стоимость сильно варьируется в зависимости от сложности конструкции, количества переходов и типа материала. Простые однооперационные штампы могут стоить от 50 000 рублей, тогда как сложные многопозиционные прогрессивные штампы из высоколегированных сталей могут оцениваться в несколько миллионов рублей. Точный расчет возможен только после разработки чертежей и технологии.
Вопрос: Какие основные причины преждевременного выхода из строя штампов из стали 9Cr2Mo?
Ответ: Наиболее частыми причинами являются нарушение режима сфероидизирующего отжига перед механической обработкой (приводящее к хрупкости), неправильный выбор температуры закалки (перегрев или недогрев), недостаточный отпуск (остаточные напряжения) и использование неподходящих смазочно-охлаждающих жидкостей, вызывающих термические трещины.





